Craving as a physical phenomenon
Before considering the design features of the firebox, you need to understand what vacuum in the firebox is. Vacuum or draft is a decrease in the pressure of combustion products, air, which ensures the flow of medium through the channels of a structure into a low-pressure zone. It is customary to distinguish between two types of draft: (See also: Do-it-yourself furnace firebox repair)
- natural - carried out under the influence of Archimedean force. In a furnace or boiler, air flows directly to the burner or grate. During combustion, hot air is generated. It is cooled partly due to the influx of new air, partly due to contact with the walls of the firebox. Hot air will rise up the pipe. The longer the pipe, the stronger the draft.
To control the process, you can close the hole through which new air enters. Very often, in small home boilers and furnaces, the natural draft is so good that it even requires reduction. The only drawback is that the higher the ambient temperature, the lower the vacuum. And also, if the regulation is poor, there will be so much cold air inside that the oven will not warm up;
- forced - using special mechanical devices. Usually, smoke exhausters - blade mechanisms, fans - are used to create it. The disadvantage of such a device is that the vacuum decreases as you move away from the mechanism, but the advantage is that by controlling the rotation speed, you can change the thrust.
(See also: Briquettes for heating stoves)
The smoke exhauster requires quite a lot of electricity and is noisy during operation. For small furnaces and boilers, it is better to choose options with fans. Usually, along with forced draft, natural draft will also be present in any system, but they are not always co-directed.
vacuum behind the boiler is... What is vacuum behind the boiler?
- vacuum behind the boiler - The difference in pressure in the surrounding atmosphere and at the corresponding point of the chimney [A.S. Goldberg. English-Russian energy dictionary. 2006] Energy industry topics in general EN boiler upstream rarefaction ... Technical Translator's Guide
- the required vacuum behind the boiler is 3.9. required vacuum behind the boiler: Pressure difference between the static air pressure at the installation site and the static pressure of the flue gases, measured in the cross-section of the flue gas pipe, which is necessary for proper operation... ... Dictionary of terms of normative and technical documentation
- Vacuum - 15. Vacuum is the difference between atmospheric pressure and absolute pressure in the ALA, when the value of the latter does not exceed the value of atmospheric pressure. Source: NP 010 98: Rules for the design and operation of localizing security systems... ... Dictionary of terms of normative and technical documentation
- GOST R 51382-99: Heating boilers. Part 4. Heating boilers with forced-air burners. Special requirements for boilers with forced-air burners for liquid fuels with a heating capacity of up to 70 kW and an operating pressure of up to 3 bar. Terms, special requirements, test methods and markings - Terminology GOST R 51382 99: Heating boilers. Part 4. Heating boilers with forced-air burners. Special requirements for boilers with forced-air burners for liquid fuel with a heating capacity of up to 70 kW and an operating pressure of up to 3 bar.... ... Dictionary of terms of normative and technical documentation
- GOST R 51382-2011: Heating boilers. Part 4. Heating boilers with forced-air burners. Special requirements for boilers with forced-air burners for liquid fuels with a heating capacity of up to 70 kW and an operating pressure of up to 0.3 MPa. Terms, special requirements, test methods and markings - Terminology GOST R 51382 2011: Heating boilers. Part 4. Heating boilers with forced-air burners. Special requirements for boilers with forced-air burners for liquid fuel with a heating capacity of up to 70 kW and an operating pressure of up to 0.3 MPa.... ... Dictionary of terms of normative and technical documentation
- GOST R 54440-2011: Heating boilers. Part 1. Heating boilers with forced air burners. Terminology, general requirements, testing and marking - Terminology GOST R 54440 2011: Heating boilers. Part 1. Heating boilers with forced air burners. Terminology, general requirements, testing and marking original document: 3.11 aerodynamic resistance of gas... ... Dictionary-reference book of terms of normative and technical documentation
- A tree is a woody plant with a trunk cleared of branches in the lower part and a crown, or apex, formed from twigs and branches in the upper part. D. serves as a subject for gardening, parks and forestry, and its care also changes accordingly... Encyclopedic Dictionary of F.A. Brockhaus and I.A. Ephron
- Wood, material - 1) Technical properties. The technical properties of wood should be those on which the greater or lesser suitability of the tree for various applications in technology depends. Here we will consider the most important of these properties of wood... Encyclopedic Dictionary F.A. Brockhaus and I.A. Ephron
- Steam locomotive - Drive steam engine ... Wikipedia
- Artificial ice * - The disadvantage of storing, especially in large cities, and transporting, often from afar, natural ice and the need to have cooling much below 0° in some branches of technology forced us to look for both ways to obtain artificial ice, and in general ... ... Encyclopedic Dictionary F .A. Brockhaus and I.A. Ephron
normative_reference_dictionary.academic.ru
Firebox dimensions for excellent combustion
When laying out the stove yourself, you need to know how to properly arrange the firebox. This knowledge may also be required when choosing a firebox. The firebox is a rectangular chamber inside which fuel burns. There are always very high temperatures, and therefore special materials must be used. The standard dimensions are 25x38 cm. Height is about 80 cm. Most often, the chamber is used for burning wood, peat, and coal.
The design is such that the vacuum in the boiler furnace is uniform. The firebox has an obligatory part - a grate, as well as a blower. The grille is located slightly below the fuel door. It will contain firewood, peat, and flammable materials. There are holes made in it to ensure air flow. The vent is a hole in the stove below the firebox, which is needed to improve draft. The lower part of the firebox under the grate is the ash pit where waste will be collected. (See also: How to increase chimney draft)
There are three subtleties that determine the size of the furnace firebox:
- Creating maximum temperature. The higher the temperature in the firebox, the more productive the combustion will be. Temperature is very dependent on size. A wide firebox is bad because combustion products in the form of soot will quickly rise up and settle on the walls of the pipe, worsening draft, and it will not have time to warm up. Efficiency is calculated for both furnaces and boilers. Modern designs allow up to 90% for wood fireboxes. To reproduce such conditions, you need to make the firebox width approximately 25 cm, and the length required for the log. Typically the depth ranges from 50 to 63 cm.
- Using fire bricks for the interior of the firebox. It is easy to create a structure of any size from this material, and the material can withstand high temperatures well.
- Firebox height. It should be as high as the flame is possible. Typically, the flame from wood is higher than the flame from coal. If the stove is used as a stove, then the height of the firebox does not exceed 40 cm, and for heating the room it is better to choose 70 cm.
Regulating the vacuum in the boiler furnace
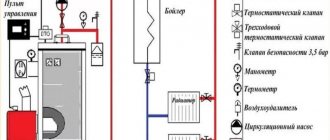
Boiler furnaces should operate under a slight vacuum of 20-40 Pa in the upper part of the combustion chamber. This ensures that flue gases do not escape into the boiler room through leaks in the lining and minimal suction. Maintaining the vacuum in the furnace within specified limits is the responsibility of the vacuum regulator. The vacuum regulator PP receives a control effect on the vacuum in the upper part of the furnace ST and acts on the organs that regulate the removal of combustion products. The control circuit is shown in solid lines.
When the boiler load changes, the air and fuel consumption changes, and the amount of combustion products generated changes accordingly. To improve the operation of the vacuum regulator, an additional influence is introduced onto it from the air regulator RE through the dynamic coupling device DS, which occurs only at the moment the air regulator is turned on.
The additional impact from RV on RR is shown by the dotted line. If the boiler load changes, then simultaneously with the change in air supply, additional influence is applied from the air regulator through a dynamic communication device to the resolution regulator, leading to a corresponding change in the removal of combustion products and a reduction in resolution deviations in the furnace in transient modes. The vacuum regulator acts on organs that change the amount of exhaust combustion products, throttle valves (the cheapest method), guide vanes, or on devices that change the rotation speed of the smoke exhauster (for example, a fluid coupling).
a) b)
Rice. Control schemes: a) vacuum in the furnace; b) supplying primary air to the shaft mill.
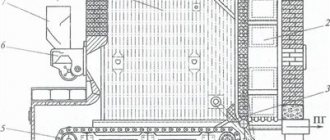
For shaft mill boilers, when the dust prepared in the mills is directly blown into the furnace, the heat load controller affects the fuel supply to the mill. If the boiler load, for example, increases and the steam pressure begins to fall, the heat load regulator increases the fuel supply to the mill.
However, if the amount of air ventilating the mill does not change, then the removal of dust from it into the furnace and the boiler load increases slowly, since a certain time is required to grind the additional fuel supplied. This causes large fluctuations in steam pressure and makes it difficult to automate the combustion process.
If, simultaneously with an increase in fuel supply, the flow of primary air ventilating the mill is increased, then the removal of dust from the mill will increase faster and will more accurately correspond to the flow of fuel entering the mill. This improves the dynamic properties of the mill and is taken into account when constructing a control system.
The heat load regulator RTH of the boiler influences the fuel supply to the mine mills and simultaneously supplies impulses to the primary air regulators RPV. The latter receives feedback from the primary air flow it regulates. Thus, the primary air regulator maintains the ratio of fuel and air flow into the mill. As fuel consumption increases, the speed of the air ventilating the mill increases, and the grinding fineness deteriorates.
Energy saving in boiler houses. Basic energy-saving measures for industrial boiler plants in order to reduce heat losses with flue gases. Advantages of converting steam boilers to hot water mode. Determination of the CPL of steam and hot water boilers.
Among the factors that increase fuel consumption in boiler houses are:
— physical and moral wear and tear of boiler installations; absence or poor performance of the automation system;
— imperfection of gas burner devices; untimely adjustment of the boiler thermal regime;
— formation of deposits on heating surfaces;
- poor thermal insulation;
— non-optimal thermal design;
— lack of economizer-heaters;
— leakage of gas ducts.
Depending on the type of boiler plant, the consumption of equivalent fuel per 1 Gcal of supplied thermal energy is 0.159-0.180 tce, which corresponds to a boiler efficiency (gross) of 80-87%. When operating boiler plants of medium and low power on gas, the efficiency (gross) can be increased to 85-92%.
The nominal efficiency (gross) of hot water boiler plants with a capacity of less than 10 Gcal/h, used including in the municipal heat power sector, when operating on gas is 89.8-94.0%, when operating on fuel oil - 86.7-91, 1 %.
The main directions of energy saving in boilers become obvious when considering their heat balances.
Analysis of the heat balances of existing steam and hot water boilers shows that the greatest heat losses (10-25%) occur with the exhaust flue gases:
Reducing losses from flue gases is facilitated by:
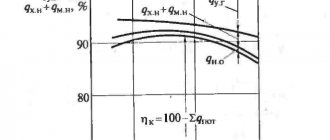
— maintaining an optimal coefficient of excess air in the boiler furnace at (Fig. 6.10) and reducing air suction along its path.
— maintaining the cleanliness of external and internal heating surfaces, which allows increasing the heat transfer coefficient from flue gases to water;
— increase in the areas of tail heating surfaces;
— maintaining a nominal pressure in the steam boiler drum, ensuring the calculated degree of cooling of gases in the tail heating surfaces;
— maintaining the design temperature of the feed water, which determines the temperature of the flue gases leaving the economizer;
— conversion of boilers from solid or liquid fuel to natural gas, etc.
It is obvious that a change in the flue gas temperature by 20 °C under the conditions under consideration leads to a change in boiler efficiency by 1% (Fig. 6.11).
Features of deep utilization of heat from flue gases (with condensation of water vapor contained in them) are discussed below (see Chapter 8). Below are also presented some of the energy-saving measures that lead to a reduction in energy costs in heat sources associated with circuit changes and operating modes.
In a number of cases, it is advisable to transfer steam boilers to hot water mode, which can significantly increase the actual efficiency of steam boilers of the DKVr, DE, etc. types.
The operation of steam boilers at low (about 0.1-0.3 MPa) pressures negatively affects the stability of circulation; due to a decrease in the saturation temperature and an increase in the proportion of steam formation in the screen pipes, intense scale formation is observed and the likelihood of pipe burnout increases. In addition, if a cast iron water economizer is used in the boiler installation, then when the boiler is operating at a pressure of 0.1-0.3 MPa due to the low saturation temperature, it must be turned off, since unacceptable steam formation may be observed in it. These and other features lead to the fact that the efficiency of these steam boilers does not exceed 82%, and in some cases, when the pipes are heavily contaminated, the boiler efficiency decreases to 70-75%.
Steam boilers switched to hot water mode are not inferior to specialized hot water boilers in operation, and in a number of indicators and capabilities they surpass them, for example in relation to:
— accessibility for internal inspection, control, repair, sludge collection and cleaning, thanks to the presence of drums;
— possibilities for more flexible regulation of heating output within acceptable limits (qualitative in terms of the temperature of the network water and quantitative in terms of its flow);
— increasing efficiency when switching to hot water mode by 1.5-12.0%.
Switching to hot water mode requires changes to the boiler design.
Converting boilers from solid or liquid fuel to natural gas leads to a reduction in excess air in the furnace and a reduction in external contamination of heat transfer surfaces. Energy costs for fuel preparation are reduced. When converting boilers running on fuel oil to gas, there is no need to expend heat to spray the latter using steam nozzles. When replacing solid fuel with gas, it is possible to avoid losses due to mechanical underburning and slag heat.
This measure is applied if it is feasible based on economic and environmental indicators.
During operation, energy saving is facilitated by rational load distribution between several simultaneously operating boilers.
A boiler installation usually includes several boilers, which may differ in their characteristics, service life and physical condition.
As the load drops below the nominal value, the temperature of the flue gases decreases, which means that heat losses with the flue gases are reduced. At low loads, the flow rates of gas and air decrease, their mixing worsens, and losses may occur with chemical incomplete combustion. Absolute heat losses through the lining remain practically unchanged, but relative ones (per unit of fuel consumption) naturally increase. This leads to the fact that there are modes that correspond to the maximum efficiency value.
Since the dependences of boiler efficiency and equivalent fuel consumption on productivity are individual for different types, designs of boilers, and their service life, rational distribution of the load between two or more boilers can influence the total energy consumption of the boiler room.
For a hot water boiler house, the hourly heat output Q is taken as the load, and for a steam boiler house, the hourly steam production D is taken.
Vacuum measurement
In boiler rooms, emergency situations are extremely undesirable, since a lot depends on them, and there may be casualties among the operating personnel. But even in a small house, the stove or boiler must work properly. Many sensors constantly monitor the operation of the device. There is a vacuum sensor in the firebox. There are several different sensor designs, the main thing is that it works properly.
The sensor can measure resolution, or react when a certain value is exceeded. In enterprises, the signal from the sensor is transmitted to a warning device: light, sound, electromagnetic. And employees or automation take measures to stabilize the situation. For example, the flow of air or fuel may be reduced. The measures taken depend on the design of the particular boiler or firebox.
What is vacuum in the combustion chamber of a boiler and how to normalize it
The vacuum in the combustion chamber is the main and most important phenomenon on which the functioning of boilers with natural draft through the chimney is based. If the vacuum is insufficient, combustion becomes very difficult or stops altogether, and toxic combustion products enter the room. If it is excessive, excessive fuel consumption occurs.
Read in the article
What is vacuum in the boiler furnace?
Vacuum in the boiler furnace is a decrease in pressure in it under the influence of temperature differences, as a result of which fresh air masses naturally flow into the combustion chamber, and combustion products are forced out through the chimney.
Schematic representation of the vacuum process in the boiler furnace.
First firing of the furnace and checking the draft
After the stove has been folded, you need to do two things: let it dry and determine the quality of the draft. It will take a week for the oven to dry out. During this period, all doors and the oven vent are left open. You can burn paper and wood chips in small quantities. If you do not allow it to dry properly, the material may crack in the future.
To find out how much heat the stove will produce, a draft test is performed. It depends on:
- smoothness of the internal walls, including the walls of the firebox and chimney;
- pipe height - at least 5 meters. Usually they use the recommendation that the higher it is, the better.
Test fires are carried out slowly. First, they always burn paper and wood chips, and then they set fire to the wood. The room may become smoky. This indicates not very good traction. Sometimes burning paper or wood chips in the chimney solves the problem. A crimson flame indicates incomplete combustion of fuel. A lot of soot will form, settling in the chimney and narrowing the opening.
If the fire is straw-yellow in color and the smoke is colorless, then the stove is built correctly. You can check the traction using a special device. If it is not available, you can use plain paper. A sheet or strip of paper is carefully brought to the open firebox door. If it is deviated by the air flow towards the firebox and is drawn inward, then there is no problem. A well-built stove can be decorated with a mantel clock. It will not only heat the room, but also be aesthetically attractive.
Methods for checking draft in the chimney of a gas boiler
Draft (also vacuum) is a decrease in pressure in the combustion chamber of the boiler due to a temperature difference, facilitating the influx of new air masses into it. Accordingly, the heated air is displaced and discharged through the chimney. With sufficient draft, the boiler fully receives the air necessary for burning gas, and the combustion products are immediately discharged outside.
Read in the article
How to check the draft in the chimney of a gas boiler
Burner flame color and shape
The simplest, but not the most accurate visual method for checking draft in a gas boiler. It is enough to look into the technical window of the boiler, located closer to the bottom of the boiler, the burner module (on some models you will need to remove the facing panel).
If the color of the flame periodically changes to red, this indicates insufficient draft; the boiler does not have enough oxygen to fully burn the gas. If the burner flame constantly changes shape and direction, the sounds of turbulence and drafts are heard, there is reverse draft, that is, the movement of air masses in the opposite direction, caused by errors in the design of the chimney and gusts of wind.
With a lit match
A more informative and proven method. To check the draft in the chimney of a gas boiler, bring a lit match to the technical opening (window) of the boiler unit:
- If the flame of a match clearly tends inward, the draft is present and, most likely, corresponds to the norm.
- If the shape of the match flame remains unchanged, there is no draft and action must be taken.
- If the flame turns in the direction opposite to the boiler, there is a reverse draft.
Using the same principle, you can check using a thin sheet of paper.
Anemometer
Normally, thrust indicators should be from 10 to 20 Pa.
Boilers with a closed combustion chamber, as a rule, do not need draft measurements. In case of any violations, combustion in them is simply impossible: the flow of air is not carried out without pressurization by a fan, the automation always reports problems in its operation.
What threatens the lack of normal vacuum in the furnace?
Modern, even the simplest gas heating equipment does not allow combustion with reverse draft or its complete absence. However, with insufficient, poor draft, not all boiler models interrupt combustion, and this is fraught with:
- the spread of natural gas throughout the room due to its under-combustion due to lack of oxygen. In this case, there is always a characteristic smell of gas;
- the entry of toxic combustion products into the room, sometimes, especially in small quantities, they are not noticeable by smell;
- increased soot formation, which leads to accelerated clogging of the chimney, heat exchanger and combustion chamber of the boiler.
How to choose a room thermostat and save up to 30% per month on heating
Ways to recover and increase traction
The reasons for decreased traction are usually understandable and easily eliminated:
- Chimney blockage. This can occur due to soot formation or the ingress of dust and dirt from outside. Regular cleaning of the chimney, even under the most favorable operating conditions, is the norm. This can be done, for example, with a metal brush on a long wire. The walls of the chimney must be as clean as possible and have a smooth surface.
- Insufficient thermal insulation of the chimney. If insulation is insufficient, most of the chimney is cooled, as a result of which there is no longer a significant temperature difference necessary for sufficient vacuum.
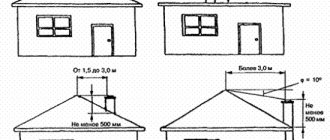
- Errors in chimney design. Most often, its height is insufficient; it should be at least 5 m. There are also height standards relative to the roof ridge (see photo below). Weak draft is also possible if the chimney diameter is insufficient, there are an excessive number of bends, or leaks.
Separately, it is worth noting the reverse draft belt phenomena that extinguishes the boiler burner, which arise not only due to the incorrect height of the chimney, but also the lack of a well-chosen wind-protecting deflector on it.
From the META group
As many as four variants of fireplace inserts are produced by the META company:
- ARDENFIRE – META cast iron fireboxes, manufactured in France. This model has heat-resistant glass for monitoring the process. They have good heat dissipation and are durable. All connectors are additionally sealed with a special cord.
- EUROKAMIN - all models are assembled from parts manufactured in Europe. They are also equipped with special glasses. The stove is distinguished by good heat transfer and resistance to high temperatures.
- METAFIRE – inserts designed for fireplaces. The base is made of steel, the chamber is additionally lined with fire-resistant plates. The fireboxes in these models can be adjusted in height, and glass is also built-in. The price and quality of these models are well balanced.
- Caminetti is one of the new products. The cast iron firebox is lined with high quality steel on the inside. Has heat-resistant glass. It is characterized by rapid heating of the room, has small dimensions, and is aesthetically beautiful.
From Keddy
Swedish engineers are renowned for their ability to work with cast iron. Keddy fireboxes are distinguished primarily by the quality of the cast iron used. The technologies for its production and processing are classified. For a very long time they have mastered the intricacies of working with this material. For this reason, each of their products is distinguished by:
- high efficiency. Heating of the room begins the moment the fire is lit. In addition to cast iron, the design uses Olivi stone, which accumulates heat and releases it for a long time;
- reduced fuel consumption. The temperature will be maintained in the room for a long time without the need to frequently add fuel:
- durability. Any product will withstand more than one year of operation, the guarantee is up to 10 years.
What does craving depend on?
Craving is influenced by internal and external factors. Discharge and combustion process are interconnected. On the one hand, the draft provides the flow of oxygen necessary for combustion. On the other hand, the more intense the combustion, the better the thrust. In this regard, the following factors influence the vacuum:
- the number of people living in the house;
- the presence of devices that consume oxygen (for example, air heaters, stoves, etc.);
- the volume of space inside the house and the particular room in which the boiler is located, if it is isolated from other rooms;
- the presence of ventilation and other sources providing oxygen flow;
- frequency of ventilation, etc.
Traction is also influenced by external factors - weather conditions. Removal of combustion products worsens with high humidity or high atmospheric pressure. Ambient temperature also plays an important role. The greater the difference between the temperature at the lower and upper points of the chimney, the better the draft, since a huge pressure difference is provided. For this reason, traction on cold days is always better than on cool and rainy days.
The draft in the chimney also depends on the features of its design:
- Length. It is believed that the larger the chimney, the better the draft, since in such a system the column of cold air with high pressure is larger. In this regard, it is recommended to install chimneys with a length of at least 5 meters. Although an excessively long system will do a poor job of removing exhaust gases, since they will cool down without reaching the top point.
- Locations. If most of the chimney runs outdoors, then insulation is required. In the absence of thermal insulation, condensation will form in the chimney due to the strong temperature difference between the smoke and the walls of the system. The presence of moisture in the system can impair traction.
- Material. Rough walls of brick chimneys slow down the passage of combustion products, but smooth surfaces, on the contrary, improve draft.
- Number of turns. An excessive number of turns impairs the removal of combustion products. SNiP states that the smoke removal system should have no more than 3 turns. The angle of inclination and other characteristics of turns are also regulated by standards.