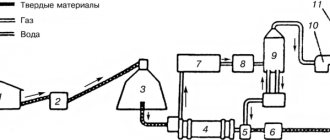
The blast furnace smelting process is continuous. Source materials (sinter, pellets, coke) are loaded into the furnace from above, and heated air and gaseous, liquid or pulverized fuel are supplied to the lower part. Gases obtained from fuel combustion pass through the charge column and give it their thermal energy. The descending charge is heated, reduced, and then melted. Most of the coke is burned in the lower half of the furnace, providing a source of heat, and part of the coke is spent on reducing and carburizing the iron.
A blast furnace is a powerful and highly productive unit that consumes a huge amount of materials. A modern blast furnace consumes about 20,000 tons of charge per day and produces about 12,000 tons of pig iron every day.
To ensure the continuous supply and release of such large quantities of materials, it is necessary that the furnace design be simple and reliable in operation over a long period of time. The outside of the blast furnace is enclosed in a metal casing welded from steel sheets 25–40 mm thick. On the inside of the casing there is a refractory lining, cooled in the lower part of the furnace using special refrigerators - metal boxes inside which water circulates. Due to the fact that a large amount of water is required to cool the furnace, some furnaces use evaporative cooling, the essence of which is that several times less water is supplied to the refrigerators than with the usual method. The water heats up to a boil and evaporates rapidly, absorbing a large amount of heat.
The internal outline of the vertical section of a blast furnace is called the furnace profile. The working space of the furnace includes:
- fire pit;
- mine;
- steam;
- shoulders;
- horn
Koloshnik
This is the upper part of the blast furnace, through which charge materials are loaded and blast furnace or top gas is removed. The main part of the blast furnace device is the filling apparatus. Most blast furnaces have double-cone charging devices. In the normal position, both cones are closed and reliably isolate the interior of the furnace from the atmosphere. After loading the charge into the receiving funnel, the small cone is lowered and the charge falls onto the large cone. The small cone closes. After the specified amount of charge has been collected on the large cone, the large cone is lowered with the small cone closed and the charge is poured into the furnace. After this, the large cone closes. Thus, the working space of the blast furnace is permanently sealed.
Charge materials are usually fed to the furnace throat from one side. As a result, a slope is formed in the funnel of a small cone. Long-term operation of a blast furnace with a skewed charge level is unacceptable. To eliminate this phenomenon, the receiving funnel and the small cone are made rotating. After loading the charge, the funnel together with the cone is rotated through an angle multiple of 60, due to which, after unloading several feeds, the unevenness is completely eliminated. 0
Modern furnaces can install charging devices that are more complex in design. Instead of a large cone, a rotating chute is installed, the angle of which can be adjusted. This design allows you to change the location of the material supply according to the diameter of the top.
During the blast furnace smelting process, a large amount of gas is formed, which is removed from the top part of the furnace. This type of gas is called top gas. The gas contains flammable components CO and H2 and, therefore, is used as a gaseous fuel in metallurgical production. In addition, passing through the charge column, the gas captures small particles of iron-containing materials, forming the so-called flue dust. Dust is collected in special gas purifiers and used as an additive to the charge during agglomeration or pellet production.
Blast furnace products
The products of blast furnace smelting are:
- cast iron;
- slag;
- blast furnace (top) gas.
Cast iron
Pig iron is the main product of blast furnace production, and slag and blast furnace gas are by-products.
Cast irons smelted in blast furnaces, depending on the method of further use, are divided into three groups:
- conversion materials used for processing into steel;
- foundries intended for producing cast iron castings in mechanical engineering;
- special (ferroalloys) used for deoxidation of steel in steelmaking.
Cast iron is a multicomponent alloy of iron with carbon, manganese, silicon, phosphorus and sulfur.
Cast iron also contains trace amounts of hydrogen, nitrogen and oxygen. Alloyed cast iron can contain chromium, nickel, vanadium, tungsten and titanium, the amount of which depends on the composition of the ores being smelted.
Pig iron is intended for processing into steel.
This type of cast iron is characterized by the fact that the carbon in it (2.2-4%) is in a chemically bound state.
The fracture surface of cast iron is white.
Depending on the composition and method of processing, there are:
- open hearth cast iron containing phosphorus from 0.15 to 0.30% and sulfur up to 0.07%;
- Bessemer, containing phosphorus 0.07% and sulfur up to 0.069%;
- Tomasovsky, containing phosphorus 1.6% and sulfur up to 0.08%.
Pig iron is divided into three types:
- Conversion coke (grades M1, M2, M3, B1, B2).
- Conversion coke phosphorous (MF1, MF2, MF3).
- High-quality pigment coke (PVK1, PVK2, PVK3).
After leaving the blast furnace, cast iron is poured into pigs and sent cold to machine-building plants, where it is melted again in special cupola furnaces to cast machine parts.
Foundry coke iron is smelted in seven grades: LK1-LK7.
Each grade is divided into three groups based on manganese content, five classes based on phosphorus content and five categories based on sulfur content.
Phosphorous cast irons.
A special group consists of phosphorous cast irons containing up to 2% P; depending on the phosphorus content, various technologies are used for converting such cast irons into steel.
Foundry cast irons.
This type of cast iron is intended for the production of cast products in iron smelting shops. A characteristic feature of these cast irons is their high silicon content (2.75 - 3.75% Si), and in some cases phosphorus. This is explained by the fact that these elements give the molten cast iron high fluid mobility or the ability to fill the casting mold well.
Foundry cast iron is used after remelting in machine-building plants to produce shaped castings.
Foundry cast iron is used for the manufacture of cast products:
- pipes;
- radiators;
- water fittings;
- stanine;
- blocks;
- gears, etc.
Such cast iron has a gray color when fractured. In it, part of the carbon is in a free state, in the form of graphite. Gray cast iron usually contains 1.25-4.25% silicon, 2.5-4% carbon, 0.5-1.3% manganese, 0.1-1.2% phosphorus and a small amount of sulfur.
Manganese gives cast iron its hardness and brittleness.
Silicon, on the contrary, reduces the hardness of cast iron, making castings made from such cast iron easy to machine.
Phosphorus makes cast iron meltable and fills thin sections of molds well.
Castings made of cast iron containing a high amount of phosphorus resist abrasion well, but at the same time have increased fragility.
Sulfur gives cast iron a dense melting point and reduces its mechanical properties.
Special cast irons (ferroalloys).
These are iron alloys with a high content of silicon, manganese and other elements, used as deoxidizers or additives in steelmaking and iron foundries.
These include:
- ferromanganese (70 – 75% Mn and up to 2% Si);
- ferrosilicon (9 – 13% Si and up to 3% Mn);
- mirror cast iron (10 – 15% Mn and up to 2% Si).
In recent years, the smelting of ferroalloys in blast furnaces has decreased due to the uneconomical nature of processing. It is more profitable to smelt ferroalloys in electric furnaces.
Slag
Slag is a by-product; it is a very cheap, high-quality building material and is used to make cement, concrete, bricks, and to prime roads.
The amount of slag obtained during smelting is very large (approximately 60% of the weight of the cast iron being smelted).
Slags are either basic or acidic.
Acidic slag has high strength. If it is blown through in liquid form with steam or air, you get slag wool, which is a good insulator.
Horn
This is the lower cylindrical part of the furnace where high-temperature blast furnace processes are carried out. In the furnace, coke is burned and blast furnace gas is formed, interaction between liquid phases, accumulation of liquid smelting products (pig iron and slag) and their periodic release from the furnace occur. The forge consists of an upper or tuyere part and a lower or metal receiver. The bottom of the metal receiver is called the flange .
At the bottom of the hearth there are cast iron and slag tapholes, which are holes for releasing cast iron and slag. After the cast iron is released, the tap hole is closed with a special refractory mass using a so-called gun, which is a cylinder with a piston. Before opening the cast iron tap hole, the gun is filled with tap hole refractory mass. After the end of cast iron production, the gun is brought to the tap hole, and with the help of a piston mechanism, the tap hole mass is squeezed out of the gun and fills the tap hole channel. To open a cast iron tap hole, a special drilling machine is used, which drills a hole in the tap hole mass through which the cast iron is released.
Slag tapholes are located at a height of 1500 - 2000 mm from the level of the cast iron taphole and are closed using a slag stopper, which is a steel rod with a tip. The cast iron and slag leaving the blast furnace are directed through chutes into cast iron and slag ladles. Currently, slag is mainly produced together with cast iron and is separated from the cast iron by a special device on the furnace chute.
The slag flowing from the blast furnace through the cast iron tap hole is separated from the cast iron on the furnace chute using a separating plate and pass, which act as a hydraulic seal. The high-density cast iron passes into the gap under the separating plate, while the lighter slag is discharged into a side chute.
If it is necessary to supply cast iron to other enterprises, it is poured into ingots (ingots) weighing 30–40 kg on a special casting machine.
In the upper part of the hearth, at a distance of 2700 - 3500 mm from the axis of the cast iron tap hole along the circumference of the hearth, air tuyeres are installed at equal intervals, through which blast heated to 1100 - 1300 ° C is fed into the furnace, as well as natural gas and other fuel additives (fuel oil, pulverized coal fuel). Each blast furnace is provided with blast from its own blower. Blast heating is carried out in regenerative-type air heaters, when, under the influence of the heat of the burned gas, the nozzle of the air heater made of refractory bricks is first heated, and then air is passed through it, taking heat from the nozzle. During the heating period of the nozzle, gas and air are supplied to the combustion chamber for its combustion. The combustion products, passing through the nozzle, heat it and go into the chimney. During the blast heating period, cold air enters the heated nozzle, is heated, and then fed into the blast furnace. As soon as the nozzle has cooled down so much that the air cannot be heated to the set temperature, it is transferred to the next air heater, and the cooled one is put on heating. The air heater nozzle cools faster than it heats up. Therefore, the block of blast furnace air heaters consists of 3–4 devices, of which one heats the air, and the rest are heated. The profile of a blast furnace is characterized by the diameters, heights and angles of inclination of individual elements. The dimensions of some ovens are shown in Table 1.
Table 1 - Furnace dimensions
| Dimensions, mm | Useful volume of the furnace, m3 | ||
| 2000 | 3000 | 5000 | |
| Diameter: | |||
| forge | 9750 | 11700 | 14900 |
| raspara | 10900 | 12900 | 16300 |
| fire pit | 7300 | 8200 | 11200 |
| Height: | |||
| full | 32350 | 34650 | 36900 |
| useful | 29200 | 32200 | 32200 |
| forge | 3600 | 3900 | 4500 |
| mines | 18200 | 20100 | 19500 |
The dimensions of each part of the furnace must be linked to each other and be in certain proportions with the sizes of other parts of the furnace. The furnace profile must be rational, which ensures the most important conditions for the blast furnace process:
- smooth and stable lowering of charge materials;
- favorable distribution of oncoming gas flow;
- favorable development of recovery processes and the formation of cast iron and slag.
The main quantities characterizing the dimensions of the working space are the usable volume of the oven and the usable height. They include the height and volume filled with materials and smelting products. When determining these parameters, the upper level is taken to be the mark of the lower edge of the large cone of the filling device in the lowered position, and the lower level is the level of the axis of the cast iron tap hole.
Purpose of a blast furnace and operating principle
The production of pig iron in the blast furnace is an important branch of the iron and steel industry.
This work requires not only the need to use special equipment, but also careful adherence to certain technologies.
Smelting is carried out in a blast furnace from waste rocks and ore matter.
The ore substance can be red, brown, spar, magnetic iron ore or manganese ores.
Iron reduction is one of the main stages of cast iron production.
As a result of this process, the iron becomes hard. Next, it is dipped into steam, which promotes the dissolution of carbon in the iron. Thus, cast iron is formed. It is in the hot part of the furnace that the cast iron itself begins to melt, slowly flowing down to the lower part.
The operating principle of a blast furnace depends on the type of this bulky device.
There are coke and charcoal ovens.
The former work on coke, the latter, respectively, on charcoal.
The shaft furnace is designed for continuous operation. The shape of this equipment is two cones, folded with wide sides at the base. Between these cones there is a part of the furnace that has a cylindrical shape - steam.
The operating principle of a blast furnace is expressed in several physical and chemical operations. The presence of these operations is determined by the temperature region of the furnace itself and the load of material.
In general, the following processes can be distinguished:
- the process of decomposition of limestone, resulting in the formation of carbonic anhydride and calcium oxide;
- restoration of iron and other elements;
- carburization of iron;
- metal smelting;
- the formation and melting of slag;
- fuel combustion and others.
A blast furnace air heater is a device in which air is preheated. This air is then fed into the furnace.
Early equipment for smelting cast iron did not have such an element as an air heater. The development of the device has made it possible to significantly reduce fuel costs.
The operating principle of a blast furnace is based on complex physical and chemical processes.
The following operations are distinguished:
- fuel combustion;
- iron recovery;
- decomposition of limestone into calcium oxide and carbonic anhydride;
- saturation of iron with carbon;
- metal smelting;
- slag melting, etc.
In the most general sense, blast furnace smelting is the production of pig iron from iron ore raw materials.
The main materials with which cast iron can be smelted are:
- fuel - coke;
- iron ore is the raw material from which cast iron is smelted;
- flux – special additives made from sand, limestone and some other materials.
The charge enters the furnace in the form of small fused pieces - pellets or agglomerates. The ore substance can be manganese ore or various variations of iron ore. The raw materials are poured into the furnace in layers, alternating with layers of flux and coke.
Slag floats to the surface of hot cast iron. Impurities are drained off before the liquid metal hardens.
The supply of raw materials, like the operation of the furnace, must be continuous. The consistency of the process is ensured by special conveyors. Getting into the furnace through the described elements, the charge goes through a number of technological processes.
Burning coke gives the required temperature, which should not fall below 2000 degrees. Combustion promotes the combination of oxygen and coal. At the same time, carbon dioxide is formed. Under the influence of high temperature, the latter becomes carbon monoxide. Thanks to this, iron is restored.
Cast iron becomes cast iron after the iron passes through molten coke. For the result to become possible, the iron must be saturated with carbon. Cast irons include alloys containing 2-5% carbon.
After the finished metal has accumulated in the forge, it is released through tapholes. The slag is first released through the upper hole, and then the cast iron is released through the lower hole. The latter is drained through channels into buckets and sent for subsequent processing.
Topic 10. Obtaining metals.
Part I
1. Metals occur in nature: 1) only in native form Pt, Ag, Au 2) both in free form and in the form of compounds Cu, Hg 3) only in the form of compounds: the majority, as well as active M (minerals Zn, Pb, Na, Li, etc.)
Summarize these statements using a series of metal activities using curly brackets:
2. Minerals are various natural compounds that include M in a bound state. Fill out the table “Names and formulas of metal minerals.”
3. Ores are natural formations containing minerals in which M are found in quantities suitable for obtaining them themselves.
4. Metallurgy is the science of methods and processes for the production of metals from ores and other metal-containing products.
5. Fill out the table “Classification of general methods for obtaining metals.”
Part II
1. Separation of waste rock from ore is beneficiation.
2. Fill out the table “Reducing agents in pyrometallurgy.”
3. Complete the diagram:
This is an example of electrometallurgy.
4. The raw materials for the production of aluminum are: a) aluminosilicates b) bauxite, corundum c) aluminum oxide.
5. Draw and describe a scheme for the electrolytic production of aluminum. The process of producing aluminum by electrolysis is carried out in electrolytic baths in the presence of molten cryolite; made of aluminum oxide;
6. Write a syncwine about metallurgy. 1) Metals 2) Method of production 3) Pyro-, electro-, hydrometallurgy 4) Basis of industry 5) Production.
7. Draw and describe a diagram of the blast furnace process. The essence of the blast furnace process is the reduction of iron from oxides and the production of carburized metal (cast iron) and slag, which are easily separated from each other due to differences in densities.
The iron obtained as a result of the reaction flows down in drops over the hot coke, becoming saturated with carbon, resulting in an alloy containing 2.14 - 6.67% carbon (cast iron). In addition to carbon, it contains a small proportion of silicon and manganese. In tenths of a percent, cast iron also contains harmful impurities - sulfur and phosphorus. In addition to cast iron, slag is formed and accumulated in the furnace, in which all harmful impurities are collected.
Memory
Participants in the construction of blast furnace No. 9 were awarded the badge of the same name.
In 1974, to mark the launch of the furnace, a commemorative medal was issued.
The construction of blast furnace No. 9 left a significant mark on the art of the USSR. Artists painted many canvases dedicated to both the blast furnace itself and the people who built it.
Paintings dedicated to blast furnace No. 9:
- Taleev A. M. The Ninth Heaven (1973);
- Sitnik P. F. Pit of the ninth blast furnace (1973);
- Gorodissky V. N. Birth of the Ninth (1974);
- Filonenko V.D. Construction of the ninth blast furnace (1974);
- Kozulin M. Ya. Construction of the ninth Krivoy Rog (1974);
- Fungus D.K. Installation of DP-9. Brigade of Honored Builder of the Ukrainian SSR A.P. Matvienko (1974);
- Gorbachenko V.S. Construction work at the ninth blast furnace; The ninth blast furnace is under construction;
- Shishko G. G. On the construction of DP-9 (1974);
- Tkach A. S. Romantics of the Ninth (1974);
- Kostenko A. O. On the Ninth; Morning at DP-9;
Additional furnace elements
The operation of the oven requires the operation of auxiliary devices. Among them:
- air heaters; large tower-type elements are located next to the furnace; blast furnace gas enters them, which then burns; due to this, even hotter gas is formed, heating the air through a complex system; the latter - heated to a temperature of at least 1000 degrees - is used for smelting cast iron;
- blowers; compressed air is necessary for fuel combustion; air enters the furnace thanks to devices that generate a pressure of about 25 MPa;
- devices for lifting and filling the charge;
- gas purifiers for cleaning blast furnace gases;
- other auxiliary devices - for example, overhead cranes with which foundry yards are equipped.
Figure 4. Example of a modern blast furnace
Modern furnaces are equipped with automation systems. Computerization makes it possible to control and regulate the basic parameters associated with the functioning of the blast furnace. The level of raw material filling, gas pressure, blast temperature, etc. are under control.
Modern blast furnaces are left to automation. The computer controls the main production processes