Important flame modulation function
What is the modulation level of a gas boiler burner? In simple words, this is a mode for automatically changing the flame intensity. This flexible setting allows you to save on fuel consumption, because the strength of combustion will depend on how hot the water flows from the tap.
The temperature inside the heating system is constantly changing, and the boiler’s task remains to maintain it at the same level. Modulation allows the owner to set the optimal temperature indicator, which the device’s automation will focus on. She will be able to control the functionality of the water heating device in accordance with the task.
Modern double-circuit boilers are equipped with modulating burner equipment out of the box.
Blitz tips
- Recently, combination burners have been gaining popularity. These are some of the safest structures, but at the same time they are very complex. Their efficiency is quite high, but the price also makes itself felt.
- The burner of a gas boiler should be cleaned if the gas consumption in the room begins to noticeably increase, if there is some kind of unpleasant odor, if, despite all the indicators remaining unchanged, the air temperature in the heated room begins to noticeably decrease.
Gas
The work uses the cheapest fuel to maintain flame stability and silent combustion. Such burners ensure complete combustion of gas and the absence of harmful emissions. They can process both liquefied gas and natural gas.
The launch takes place in a matter of seconds. Some models are equipped with a self-diagnosis system. The equipment is installed in gas boilers, heat generators, and is also used for metallurgical furnaces, power plants, welding and construction work.
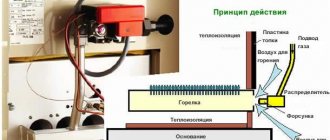
Having considered what flame modulation is in a gas boiler, you can familiarize yourself with the design of the burner. It consists of:
- extended or regular head;
- gearbox and fuel supply regulator;
- microprocessor for automatic operation;
- nozzles spraying the gas-air mixture;
- ignition systems (piezoelectric element).
The burner mixes gas with air and burns the resulting mixture. This helps maintain an even flame.
In turn, gas burners are divided into several classes according to the method of formation of the fuel mixture:
- Diffusion. Natural air supply. They are used in boilers for heating systems, glass melting and steel furnaces.
- Supercharged. Air injection by fan.
- Injection. Air suction depends on the pressure of the gas jet. They work with natural gas. For propane, you will need to install an additional kit to the cylinder.
Modulation operating principle
What is a gas water heater with flame modulation? This is a unit with a burner that continuously heats the boiler, smoothly regulating the power of the device. The combustion mode is measured in the range of 10-100% of the rated power.
When the time approaches to shut down the burner equipment, the electronic system sends a signal with a command to reduce the amount of gas supplied to the valve. The combustion power decreases. The boiler or heater does not turn off.
For example: a certain amount of water with a temperature of 40 degrees passes through a gas water heater. If the liquid flow suddenly increases, the burner automatically increases power in order to maintain the water temperature at the same level. Accordingly, if the flow rate decreases, the modulation will switch to a more economical power mode.
It is worth remembering that some speaker models do not support automatic power changes depending on the flow. In such cases, the user adjusts the burner parameters manually.
An example of modulation can be seen here:
To understand flame modulation in a gas boiler, what it is, you need to familiarize yourself with the operating principle of modulated burners. According to this criterion, they are divided into three categories:
- Mechanical.
- Pneumatic.
- Electronic. This is the most accurate type of burner equipment, since it eliminates errors associated with mechanical factors.
Private gas sector: selecting and installing a boiler
The army of gas boiler buyers accounts for approximately 60% of the total number of boiler buyers. Blue fuel is the most profitable for owners of private houses. To choose, you need to understand what they are. We will build on your needs and capabilities.
Do you have a big house or a small one?
You need to choose from floor and wall. They are designed differently. Wall-mounted ones are good for buyers with limited space. Suitable for an apartment or small house (50-350m²). Power range 10-40 kW. They are compact and easy to install. There is a lot to choose from among the models based on design. All wall-mounted boilers are a small boiler room, where all the necessary equipment for heat supply and hot water supply (DHW) is built in: a heat exchanger, a membrane tank, equipment control and safety elements, a circulation pump. And you don't need to buy anything else. There is a line of boilers with modulation - the burner controls the gas flow and supply. The owner sets the water temperature, and it is maintained unchanged, even with changing water flow. Fuel is consumed in an economical mode.
Advantages of boilers with modulation function
After we have figured out what flame modulation in a gas water heater is, we can familiarize ourselves with the advantages of such models. There are several of them:
- Constant water temperature in the tap and shower, without interruptions or surges.
- Saving resources. Throughout its “life”, the boiler operates at maximum power 20% of the time. This figure can be significantly reduced by using a modulated burner.
- Fuel economy. The modulated burner allows you to achieve 5% fuel savings. If you configure the element correctly, this figure can be increased to 15%.
- Reducing the number of turns on/off of the unit, and, accordingly, relieving mechanical stress in the components and on the walls of the boiler. And as a nice bonus, the constant “clack” of the unit is eliminated.
- High level of automation for any heating and heating systems.
- Weather-compensated regulation.
- Application in production with strict technological requirements. Some processes do not allow even the slightest temperature changes, so modulating burners are just what you need.
Features of two-stage atmospheric and blast burners of NPO Vr KS LLC / A. Serdyukov
Published: April 05, 2016
The use of two-stage burners in all cases allows saving up to 15% of gas fuel compared to single-stage burners, both atmospheric and blast.
Heat and gas losses during operation of single-stage burners
Single-stage burners of two types operate on the “on-off” principle. During operation of a single-stage burner, the efficiency of the boiler unit corresponds to its value indicated in the technical data sheet of the product, as a rule, “not lower than 90%”. When such a burner is “turned off,” the heat from the boiler unit, along with the air, literally flies out into the chimney under the influence of its draft. This is especially noticeable and significant in outdoor boilers, which can receive air cooled to a temperature of -45 °C. This air removes useful heat from the boiler heat exchanger and removes it into the atmosphere. The efficiency of the boiler in this case is negative, since useful heat from the heating system is removed into the atmosphere. A single-stage burner often turns off, since designers, when selecting a boiler, focus on the coldest week and overestimate the required power of the boiler unit by up to 50%. Gas losses in single-stage burners due to their shutdowns reach 15–20%. This happens when using such burners of any type - both atmospheric and blown.
Advantages of two-stage burners
Taking into account the above, specialists from NPO Verkhnerusskie Utility Systems LLC (NPO Vr KS LLC) have developed and mastered two-stage atmospheric and blown burners since 2016. In order to organize uninterrupted combustion, control ball valves were introduced into the burner control circuits, with the help of which it was possible to match the power of the boiler burners with the power of the heating system. Atmospheric burners are produced with a power of 20–500 kW, blast burners – 40–1000 kW, and all blast burners are two-stage. The efficiency of boilers with two-stage burners is 90–91% when both stages are operating, and 94–95% when operating on the first stage. The burners are turned off only in emergency cases; the weighted average efficiency of an outdoor boiler KSUV and KSV is 92–93%. Gas savings, compared to savings obtained when using imported single-stage burners, are 11–17%.
When using atmospheric two-stage burners, due to the organization of a constant operating mode of the first stage, approximately the same saving effect is achieved, compared with single-stage imported and domestic burners, as when using two-stage blown burners produced by NPO VR KS LLC.
When using the first stage of an atmospheric burner with a power of up to 100 kW, the company’s specialists managed to organize modulated combustion within the range of 10–100%, which is unattainable for atmospheric burners of imported and domestic production. The first stage of the atmospheric burner produced by NPO VR KS LLC is electrically independent. Thanks to this, outdoor boilers KSUV provide heating of the coolant through the first stage of the burner in the complete absence of electricity. This ensures reliable protection of the boiler and heating system from defrosting. For outdoor boilers, this is also the most effective method. This is not provided for on analogue equipment from other manufacturers, and freezing of the coolant in such outdoor boilers during a long absence of electricity is a common occurrence.
NPO VR KS LLC produces blown gas burners GDK (diffusion-kinetic burners), which have unique noise characteristics. When operating two stages of such a burner, the sound pressure level is even lower than when operating a two-stage atmospheric burner. Thus, the use of KSUV and KSV boilers with GDK burners is preferable from any point of view.
Due to the fact that the electrical circuit of two-stage GDK burners is elementary, its maintenance is accessible to a 3rd category electrician, which allows us to hope for high-quality operation of burners and boiler units equipped with these burners. The gas circuit of GDK burners is very simple and similar to the gas circuits of atmospheric burners. Servicing of the gas part of the burners is available to the relevant specialists of the regional gas organizations at the location of the boiler owner. NPO VR KS LLC produces and supplies upon request all the necessary spare parts for GDK burners, the company carries out their overhaul after 4 years of operation. In addition to unique noise characteristics, GDK burners are capable of operating in outdoor boilers at ambient temperatures down to -45 °C; consume three times less electricity; two times lighter than imported burners of the same power; characterized by a shorter flame length than the best foreign-made forced-air burners; half the price of imported burners of the same power.
The excellent characteristics of two-stage GDK burners give us hope for successfully overcoming the crisis.
Schematic diagram of a two-stage burner (see figure):
1 – shut-off valve; 2 – multifunctional regulating device UMR-M1; 3 – flame and network gas sensor; 4 – gas sensor; 5 – magnetic starter; 6 – starting lever; 7 – pilot burner; 8 – first stage valve; 9 – main burner; 10 – valve; 11 – valve seat; 12 – thermobimetallic plate; 13 – second stage valve; 14 – limit temperature sensor; 15 – thermostat; 16 – valve; 17 – saddle; 18 – temperature sensor microswitch; 19 – flame sensor microswitch; 20, 21 – control channel, respectively, of the first and second stages
Briefly about the main thing
Modulating burners are a good way to save on fuel and also extend the life of gas equipment. The operating principle of such installations is to automatically adjust the boiler power to maintain the set temperature and reduce the on/off cycle of the unit. This is not just another marketing ploy, but a truly reliable and practical solution for both home heating and water heating systems, and for industrial equipment.
You can select high-quality equipment on our website
In your opinion, is it worth spending money on modulating burners? Or maybe it’s better to opt for cheaper step options?
Source
Modulating gas boiler burner
The burner of a gas boiler is in some ways similar to electric motors and internal combustion engines - it does not “like” frequent starts and stops. In this operating mode, its service life is sharply reduced. In high-clocking mode, the heating boiler experiences a significant excess consumption of gas. One of the main tasks of boiler equipment manufacturers is to make the operation of the gas burner smooth, to bring its power closer to replenishing the real heat loss of the room.
Ideally, it would be great if the burner of a gas boiler produced power corresponding to the heat loss of the room, regardless of the outside temperature. This problem has not been completely solved, but partially yes. By modulation. Gas burner modulation is the ability to smoothly reduce power as the heat demand decreases. This is achieved by installing a step-by-step gas valve on the gas heating boiler. The number of valve positions determines the modulation coefficient. All popular boiler models ( BAXI, VAILLANT, NAVIEN and others) have a modulation coefficient of about 1:3-1:7, and the newest boilers, for example BAXI PLATINUM or DUOTEC, up to 1:10.
The frequency of boiler switching on at low heat demand is very high. Gas is consumed uneconomically, constant gas outbreaks negatively affect the boiler elements. A modulating burner works a little differently. As the shutdown temperature approaches, the boiler computer commands the gas valve to reduce the gas supply. The combustion cycle is extended and, accordingly, the clock cycle is reduced. In double-circuit heating boilers, when hot water is opened, the boiler begins to operate at full power.
Gas becomes more expensive every year. Despite the fact that the price of gas heating boilers with a modern modulating burner is slightly higher than conventional ones, we recommend buying just this one. It will quickly pay for itself. Both in terms of service life and gas consumption. And savings, if configured correctly, can reach 15%.
Source
Selection and configuration of equipment
Issues regarding the operation of the heat supply system of a private home, in contrast to centralized systems, fall entirely on its owners . And one of the problems that has to be solved is the issue of correct selection of gas equipment.
Experience in operating systems shows that a properly selected boiler should operate for at least 30% of the heating period.
The average value of boiler power consumption per square meter of a heated room ( with a ceiling height of up to 3 meters ) is about 100 watts.
Practice also shows that installing a boiler or burner with too high a power can create many problems associated with excessive gas consumption, difficulty in selecting the temperature in heated rooms and the reliability of the system.
After selecting and installing the heating system, as well as each time it is started, the following adjustments are made :
- Complete heating of the boiler.
- Full opening of the chimney damper.
- Setting the burner flame to maximum power (the flame should consist of blue and yellow segments).
- Shut off the gas supply valve when lowering to remove the yellow segment of the flame .
- Checking the safety automation and operating modes of the boiler.
Important! Setting the correct flame color of a gas burner is key to complete combustion of gas without the formation of soot that settles on the walls of the firebox and chimney, reducing the efficiency of the system and increasing gas fuel consumption.
How to adjust burner power
If the burner significantly exceeds the boiler in power, it may not have enough firebox volume , air flow through the dampers and from the pressurization. In this case, the combustion of the flame becomes uncontrollable, and the burner flame turns yellow.
Incomplete combustion of gas fuel causes soot in the firebox and chimney with combustion products, and part of the energy is dissipated into the surrounding space, increasing fuel consumption.
Photo 1. The shut-off valve helps regulate the gas supply in case of problems with the boiler.
In this case, the burner power can be reduced by closing the gas supply valve when lowering.
However, if the power is constantly set to the minimum value , this will reduce the efficiency and range of adjustments of the system.
Reference! When choosing a gas burner, in addition to the dimensions of the combustion chamber and the geometry of the torch , it is important to take into account the compliance of the passport values of the minimum and maximum power and methods of its regulation, as well as the gas consumption of the burner.
How does the automatic safety system for gas boilers work?
Domestic heating boilers using natural and liquefied gas do not require constant monitoring by the user. Combustion and maintenance of the required coolant temperature are monitored by electronic and mechanical units built into any heat generator by the manufacturer. Our task is to explain how automation for a gas boiler works and what types of devices are used in modern water heating installations.
Automatic blocks of floor-standing boilers
The vast majority of floor-standing gas boilers are equipped with automatic safety systems that operate without an external power source (non-volatile). According to the requirements of regulatory documents, automation equipment must shut off the gas supply to the burner and igniter in three emergency cases:
- Extinction of the main burner flame due to blowing out or for other reasons.
- When natural draft in the chimney channel is absent or sharply reduced.
- The drop in natural gas pressure in the main pipeline is below a critical level.
For reference. The implementation of the listed functions is mandatory for gas boilers of all types. Many manufacturers add a fourth level of safety – overheating protection. When the coolant temperature reaches 90 °C, the valve, based on a signal from the sensor, stops supplying gas to the main burner.
Various models of gas floor-standing boilers from different manufacturers use the following types (brands) of non-volatile automation:
- Italian blocks EuroSIT (Eurosit) series 630, 710 and 820 NOVA (heating units Lemax, Zhitomir 3, Aton and many others);
- Polish devices "KARE" (heat generators "Danko", "Rivneterm");
- American automatic control devices Honeywell (Zhukovsky heaters);
- domestic products, "Arbat".
Fuel supply system in the simplest AOGV devices equipped with ZhMZ valves. The burner is hidden in the lower part of the housing.
Wall unit electronics
A special feature of these heat generators is electronic control of the processes of ignition, combustion and maintenance of coolant temperature. That is, wall-mounted gas boilers (and some floor-standing ones) are equipped with energy-dependent automation powered by electricity.
Important point. Despite the many bells and whistles introduced into the design of mini-boiler houses, safety functions are still in charge of the mechanics. The three types of emergency situations listed above will be processed by the equipment regardless of the presence of voltage in the electrical network.
An automatic gas boiler was created for maximum convenience for owners of apartments and private houses. To start the heater, just press 1 button and set the desired temperature. Let us briefly describe the operating algorithm of the unit and the elements involved in it:
- After these startup steps, the heat generator controller collects sensor readings: coolant and air temperature, gas and water pressure in the system, and checks the presence of draft in the chimney.
- If everything is in order, the electronic board supplies voltage to the electromagnetic gas valve and at the same time a discharge to the ignition electrodes. The wick is missing.
- The main burner ignites and gives full power in order to heat the coolant as quickly as possible. Its operation is monitored by a special flame sensor. The controller includes a built-in circulation pump.
- When the coolant temperature approaches the set threshold, which is recorded by the overhead sensor, the combustion intensity will decrease. Staged burners switch to low power mode, and modulating burners smoothly reduce the fuel supply.
- Having reached the heating threshold, the electronics will shut off the gas. When the sensor detects cooling of the water in the system, automatic ignition and heating will be repeated.
Note. In turbocharged boilers with a closed combustion chamber, the controller also starts and turns off the fan.
The instructions for the wall-mounted gas boiler indicate that the unit is designed to operate in a closed heating system, so the automation monitors the water pressure. If it drops below the permissible limit (0.8-1 Bar), the burner will go out and will not light until the problem is corrected.
Many imported boilers operate according to an energy-dependent scheme, for example, Buderus Logano, Viessmann and so on. How the installation of electronic gas equipment occurs, the master will tell you in an accessible language in the video:
Conclusions and useful video on the topic
The following video will introduce you to the design components and operating principle of gas heating equipment:
The author of the video will present the piping of a double-circuit gas boiler:
A detailed acquaintance with the features and operating principle of double-circuit gas units makes it possible to determine the advantages of their operation. Purchasing such heaters will help you save on the purchase of additional equipment necessary for organizing a hot water system.
If one of the circuits breaks down, the other can be used, and replacing the circuit will always cost less than repairing a separate heating installation. A double-circuit boiler can also be used in the warm season, operating it only in the mode of heating water for domestic needs, which is what is convenient and economical compared to purchasing separate units.
Tell us about how you chose a double-circuit gas boiler to equip your own home/apartment/dacha. What was the decisive criterion for you in your choice? Please share useful information on the topic, photographs in the block below, and ask questions.
To maintain combustion, the boiler requires a constant supply of oxygen. Boilers are divided into two main types according to the method of air supply.
Atmospheric burner (also diffusion)
To operate such a burner, air is taken from the room. They are installed in open combustion chambers. Boilers with atmospheric burners require the installation of a traditional chimney and the installation of a boiler room with forced ventilation in a separate room. Usually this is a floor-standing boiler in a large private house.
- They are inexpensive.
- Do not depend on power sources.
- Simple in design.
- Quiet at work.
- Requires configuration.
- It is necessary to control the air flow.
- They may often go out (due to pressure surges in the gas line).
- Demanding about the arrangement of the boiler room.
Pressurized burner (also - blower, fan)
Air is forced into the combustion chamber from the street using a fan. Such burners operate in closed combustion chambers. For boilers with forced-air burners, the room requirements are less stringent. They are equipped with a coaxial chimney and can be installed even in an apartment building. Combustion products are removed forcibly, oxygen from the room is not burned.
- No need to configure.
- Insensitive to gas pressure changes.
- Pressurized burners are significantly more expensive than atmospheric burners.
- The fan can be quite noisy. But you can make soundproofing.
- A constant power supply is required for operation.