SHARE ON SOCIAL NETWORKS
FacebookTwitterOkGoogle+PinterestVk
Gas burners for boilers provide combustion of fuel to generate thermal energy. In fact, these products, together with the heat exchanger, are the main part of the gas-powered unit. The simplicity of the design does not negate their versatility and functionality. It is very important to have an understanding of the structure of the boiler burner in order to choose the right heating equipment when purchasing.
Turbocharged burners have the highest efficiency and flexible temperature scheme
Classification of gas burners
These devices are available on the market in several wide and varied lines. The principle of operation is the same for all, however, each of the models differs in a number of additional technical characteristics.
Here is how gas burners are divided according to their functional criteria:
- Injector burners are characterized by a special supply of oxygen to the point of origin of the flame.
- Liquid models that run not on gas, but on kerosene or gasoline vapor.
- Universal devices that are suitable for both welding and metal cutting.
- Specialized models made for one specific operation.
- Multi-flame burners with special flame flows.
- Manual or machine operated devices.
- Burners with different power: low, medium and high level.
With or without an injector: how does it work?
There are two types of gas burners. Let's look at each of them in detail.
Burners without injector
Design of injection and non-injector burners.
These gas burners operate at high pressure, have a relatively simple design and are extremely efficient to use.
Here is the algorithm in which they operate:
- The necessary oxygen is supplied from the air through special rubber slots and a valve, after which it enters the mixer.
- The function of the mixer is to divide the total flow into small jets that enter the nozzle. In the same way, the flow enters a special valve.
- Mixing of gas with oxygen occurs through circulation to ensure that the output is as homogeneous as possible.
- The mouthpiece at the tip is usually made of durable metal, such as copper. The mixture, heated to a very high temperature, comes out through it. The outlet temperature will be even higher than the melting point of metals.
The technical requirements for these devices are simple and specific: the gas flow must be uniform and have a specific speed that can be controlled and very accurately.
An additional requirement applies to the mixture: it must burn completely. The speed of the gas flow must be sufficient to prevent the flame from spreading to the top of the device, which is very, very dangerous due to the high risk of explosion.
On the other hand, the speed of the hot gas flow should not be too high due to the risk of the flame detaching from the mouthpiece with its subsequent attenuation.
How to calculate the optimal gas flow exit speed?
There are several factors to consider:
- composition of the combustible mixture;
- diameter of the inner wall of the nozzle;
- technical device of the mouthpiece.
The average speed is in the range of 70 – 150 m/sec.
Burners with injector
Methane, oxygen or acetylene are used as combustible gases, which are pumped into the mixer using an injector. This is the technological feature of the injection family of welding torches.
Here's how the injector design works:
- Combustible gas is pumped into the mixing chamber by an injector.
- Oxygen comes from the cylinder there too.
- After entering the mixer, the gas is mixed with oxygen in the air.
- The resulting mixture flows through the pipe into the mouthpiece.
- The gas pressure from the mouthpiece must be at least 3.5 atmospheres.
Injection models have a significant technological drawback that must be constantly remembered: the mixture of combustible gas and oxygen is not constant, it changes its composition all the time. As a result, the flame of such a gas burner, by definition, cannot be even and stable.
Such gas burners are used very widely, despite the low pressure and rather complex design. They have a built-in cooling system, since due to the low pressure the nozzle and mouthpiece become very hot. Therefore, the most important point is to control the overheating of the chamber so that it does not explode.
Homemade units
Some craftsmen make gas burners for boilers with their own hands (for solid fuel boilers). Please be warned that this is not safe. And no one will allow you to connect such a structure to the gas main. Most often, such “crafts” are made on the basis of some gas units that have spent their time. Remember that a homemade gas burner for heating your home is far from the best option. It is best to purchase the simplest gas non-volatile boiler and convert it to bottled gas.
How to use a gas torch during welding?
Drawing of a welding torch.
Torches are excellent companions in automatic or semi-automatic welding processes. As you remember, with these methods the welding wire is fed automatically, without the help of hands.
Thus, with the help of these technologies it is possible to reach the most difficult to reach welding areas with minimal effort. An additional advantage is that virtually no slag or other debris remains. The seam is formed quickly and of very high quality.
This method also has disadvantages. These include the very expensive cost of both basic equipment and consumables. The entire structure is quite heavy and difficult to move.
Steps in action:
- First of all, the most thorough cleaning of the surfaces of the workpieces being joined: not an ounce of rust or any contamination. We clean it thoroughly - not with a cloth, but with a metal brush and attachments on a grinding machine.
- We degrease the same surfaces for subsequent tight fit of metal to metal.
- Activation of the gas torch with simultaneous activation of the electrode wire feed system to start the main welding process.
- Setting the optimal wire feed speed, which is determined by the nature of the metal and other input factors.
Before work, you need to check the integrity and functioning of the injector. This is easy to do: connect the oxygen hose to the nipple and raise the pressure in the device to the operating level.
When oxygen passes through the injection system, a vacuum must form in the combustible gas channel. You can check it with your finger: it will stick to the nipple hole. If so, connect and secure both hoses. After this, the mixture is ignited and the flame size is adjusted.
As soon as the welding is completed, the valve of the acetylene cylinder is closed. The oxygen tap is turned off only second. This shutdown procedure must be followed without fail. Otherwise, the flame may hit the acetylene hose directly, causing an explosion.
If you do everything correctly, all the risks are justified: the seam turns out reliable and durable.
https://youtu.be/Rz1zG_fjkAU
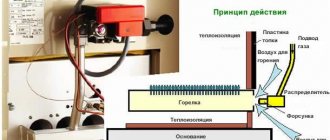
Design and principle of operation
The principle of operation of such a device is simple - gas, using an ejector, passes into the internal cavity at high speed, which allows air to be drawn into its volume, mixing it with gas.
Through distribution pipes, the finished gas-air mixture flows to the holes, at the exit of which it is ignited using a special ignition device. Most household heating boilers use a piezo igniter
Basic nodes:
- nozzle device;
- igniter or piezo ignition;
- primary sensor that monitors the presence of flame.
Popular types of welding torches
Types of torches that are popular among welders.
Welding torch for semi-automatic machine
The main criteria for the operation of a gas torch for semi-automatic welding are the type of connector for inclusion in the welding machine, the rated welding current and the cooling system.
Cooling the device itself is especially important in this case. These types of models are especially often used for working in hard-to-reach areas.
Semi-automatic welding without the use of gas involves the formation of a weld pool at the point of fusion of metals of two joined workpieces and is not accompanied by protection from inert gases.
Semi-automatic welding.
The semi-automatic model has three components:
- the burner itself;
- her train;
- contact connection.
The essence of her work is a physical connection with the welding process. The metal filler wire is supplied to the liquid from the cooling system along the burner loop. The same path applies to welding current, shielding gas or flux instead.
The contact connection as a torch element is necessary to connect the welding source and the welding torch.
The important part is the handle of the device. It is usually made from cast material with good insulation. As for tips or mouthpieces, they are made of bronze, various copper alloys or non-melting tungsten. The highest quality are copper and tungsten mouthpieces: they are the most durable and have a long service life.
Torch for argon arc welding
There is no need to confirm the demand for argon welding - it was and is extremely popular. For the most part, it is used to join workpieces made of metals such as silver, cast iron and, most importantly, aluminum. The technology has many advantages, but the main thing is an excellent and durable seam.
The argon burner has some nuances: it works according to its own principle. The fact is that it combines the principles of argon and arc welding.
The power source is an ordinary electrical discharge, and argon or other inert gas acts as a powerful protection against the penetration and exposure of oxygen. Because argon weighs more than oxygen. Electrodes with this method are tungsten, non-consumable.
Torch for argon arc welding.
A welding torch for argon arc welding can differ in several parameters:
- combustion power;
- type of burner cooling system;
- type of flame control and other indicators;
- length of electrical cable;
- type of connection to the welding machine.
The type of cooling in such devices is of two types: air or water. The type of control is also divided into three options: valve, using buttons or universal.
The design of the device is simple: a special hose for inert gas, a power core and a specialized composite handle. The water-cooled model is equipped with an additional hose for water or other liquid.
The handle of an argon burner is designed as follows: a nozzle made of ceramic materials, a collet, its body and a mouthguard of one of two types - long or short.
TIG welding torch
A device of this type serves as an electrode holder. Shielding gas is also used here. Unlike other types of torches, there is no special channel for feeding filler wire, which is fed manually.
Torch device for TIG welding.
The components of a TIG torch are as follows:
- electrode;
- frame;
- bushing for sealing;
- the body of this bushing;
During the welding process, the electrode is placed in the torch body shield through a sleeve that secures it well. The electrode shield must be rotated to secure it. During operation, the burner should be held at an angle of no more than 40° relative to the vertical.
This technology is especially widely used in body work and special repair activities in auto repair shops of a high professional level and with a wide range of services. It is also good for various types of construction and installation work.
Spot welding torch
These models have many advantages and advantages over other options. We need to start with the fact that the welding equipment here operates in different modes. And the operation of the device also resembles a metal connection in the form of points, and the workpieces are connected using an overlap weld.
The special characteristics of the spot method have an entirely positive connotation: this is the ease of performing all operations, a high-quality weld, and the ability to weld workpieces with different edge thicknesses.
Spot welding tools.
The points on the seam are fixed only on one side, so there is minimal aesthetic loss.
The technology is in great demand in extremely critical areas of working with metals: aircraft manufacturing, instrument making and other high-tech industries.
This article does not list all the capabilities and models of burners that are available on the modern market. Different technologies require a choice among different models and brands of manufacturers.
There are models of special torches for welding aluminum or joining plastics. Choosing the right model should be conscious and without fuss. You must remember to take into account many details and nuances: for example, the connection connector, conditions of use in high humidity, and much more.
In addition to industrial options, there is a large separate group of devices on the market for specialized work and industries, the name of such a device is a mini gas burner. It is used in areas very far from industrial production: from jewelry to dentistry.