ПОДЕЛИТЕСЬ В СОЦСЕТЯХ
FacebookTwitterOkGoogle+PinterestVk
Горелки газовые для котлов обеспечивают сжигание топлива для генерации тепловой энергии. По сути, данные изделия совместно с теплообменником являются основной частью агрегата, работающего на газу. Простота конструкции не отменяет их универсальности и функциональности. Очень важно иметь представление об устройстве горелки котла, чтобы во время покупки правильно выбрать отопительное оборудование.
У турбированных горелок самый высокий КПД и гибкая температурная схема
Классификация газовых горелок
Эти устройства на рынке представлены в нескольких широких и разнообразных линейках. Принцип работы у всех одинаковый, тем не менее каждая из моделей отличается рядом дополнительных технических характеристик.
Вот как подразделяются газовые горелки по своим функциональным критериям:
- Инжекторные горелки характеризуются особой подачей кислорода к месту возникновения пламени.
- Жидкостные модели, работающие не на газе, а на парах керосина или бензина.
- Универсальные приборы, которые годятся и для сварки, и для резки металла.
- Специализированные модели, выполненные для одной конкретной операции.
- Многопламенные горелки со специальными потоками пламени.
- Устройства с ручным или машинным управлением.
- Горелки с разной мощностью: малого, среднего и высокого уровня.
С инжектором или без: как это работает?
Существует два вида газовых горелок. Рассмотрим подробно каждый из них.
Горелки без инжектора
Устройство инжекторной и безинжекторной горелки.
Эти газовые горелки работают на высоком давлении, имеют относительно простую конструкцию и чрезвычайно эффективны в использовании.
Вот в каком алгоритме происходит их функционирование:
- Поступление необходимого кислорода из воздуха происходит через специальные резиновые щели и вентиль, после чего поступает в смеситель.
- Функция смесителя – деление общего потока на мелкие струи, которые поступают в сопло. Таким же образом поток поступает в специальный вентиль.
- Смешивание газа с кислородом происходит с помощью циркуляции, чтобы быть на выходе максимально однородной.
- Мундштук на наконечнике обычно выполнен из долговечного металла – к примеру, меди. Смесь, нагретая до очень высокой температуры, выходит именно через него. Температура на выходе будет даже выше, чем температура плавления металлов.
Технические требования к данным устройствам простые и конкретные: газовый поток должен быть равномерным и иметь конкретную скорость, которую можно контролировать и которая будет очень точной.
Дополнительное требование относится к смеси: она должна полностью сгорать. Скорость газового потока должна быть достаточной для того, чтобы пламя не перебрасывалось на верхнюю часть прибора, что весьма и весьма опасно из-за высокого риска взрыва.
С другой стороны, скорость горячего газового потока не должна быть слишком высокой вследствие риска отрыва пламени от мундштука с его последующим затуханием.
Как высчитать оптимальную скорость выхода газового потока?
Нужно учитывать несколько факторов:
- состав горючей смеси;
- диаметр внутренней стенки сопла;
- техническое устройство мундштука.
Средняя скорость находится в пределах 70 – 150 м/сек.
Горелки с инжектором
В качестве горючих газов используются метан, кислород или ацетилен, которые закачиваются в смеситель с помощью инжектора. Это и есть технологическая особенность инжекторного семейства сварочных горелок.
Вот как работает конструкция с инжектором:
- Горючий газ закачивается в смесительную камеру инжектором.
- Кислород поступает из баллона туда же.
- После поступления в смеситель газ смешивается с кислородом воздуха.
- Полученная смесь поступает по трубе в мундштук.
- Давление газа из мундштука должно быть, как минимум 3,5 атмосферы.
У инжекторных моделей есть существенный технологический недостаток, о котором нужно постоянно помнить: смесь горючего газа с кислородом непостоянная, она все время меняет свой состав. Вследствие этого пламя такой газовой горелки по определению не может быть ровным и стабильным.
Используются такие газовые горелки очень широко, несмотря на низкое давление и довольно сложную конструкцию. В них встроена система охлаждения, так как из-за низкого давления сопло с мундштуком нагреваются очень сильно. Поэтому важнейшим моментом является контроль перегрева камеры, чтобы она не взорвалась.
Самодельные агрегаты
Некоторые умельцы изготавливают газовые горелки для котлов своими руками (под твердотопливные котлы). Следует предупредить, что это небезопасно. Да и подключить такую конструкцию к газовой магистрали никто не даст. Чаще всего такие «поделки» изготавливаются на основе каких-либо отработавших свой век газовых агрегатов. Помните, что самодельная газовая горелка для отопления своего жилища – далеко не самый оптимальный вариант. Лучше всего приобрести самый простой газовый энергонезависимый котел и перевести его на баллонный газ.
Как работать с газовой горелкой в процессе сварки?
Чертеж горелки для сварки.
Горелки – отличные компаньоны в сварочных процессах автоматического или полуавтоматического типа. Как вы помните, при этих способах сварочная проволока подается автоматически, без помощи рук.
Таким образом, с помощью этих технологий можно добраться до самых труднодоступных участков сварки с минимальными усилиями. Дополнительное преимущество – это то, что практически не остается шлаком и другого мусора. Шов формируется быстро и весьма высокого качества.
Недостатки у данного метода тоже есть. К ним относится весьма недешевая стоимость как основных аппаратов, так и расходных материалов. Вся конструкция довольно тяжелая, которую сложно перемещать.
Этапы в действиях:
- Прежде всего – самая тщательная зачистка поверхностей соединяемых заготовок: ни грамма ржавчины или любого загрязнения. Чистим хорошенько — не тряпочкой, а металлической щеткой и насадками на шлифовальном аппарате.
- Обезжириваем те же поверхности для последующего плотного прилегания металла к металлу.
- Активация газовой горелки с одновременным запуском системы подачи проволоки электрода для старта главного процесса сварки.
- Установка оптимальной скорости подачи проволоки, которая обусловлена природой металлов другими входными факторами.
Перед работой нужно проверить целостность и функционирование инжектора. Это сделать просто: подключить кислородный шланг к ниппелю и поднять давление в аппарате до рабочего уровня.
При проходе кислорода через инжекторную систему в канале горючего газа должно сформироваться разрежение. Проверить его можно с помощью пальца: он будет присасываться к отверстию ниппеля. Если так, подключают и фиксируют оба шланга. После этого смесь поджигается и регулируется величина пламени.
Как только сварка произведена, вентиль баллона с ацетиленом перекрывается. Кислородный кран отключается только вторым. Такой порядок отключения нужно соблюдать в обязательном порядке. В противном случае пламя может ударить прямо в ацетиленовый шланг, что может вызвать взрыв.
Если делать все правильно, все риски оправдываются: шов получается надежным и долговечным.
https://youtu.be/Rz1zG_fjkAU
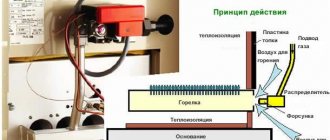
Устройство и принцип работы
Принцип функционирования такого устройства прост — газ с использованием эжектора переходит во внутреннюю полость с высокой скоростью, что позволяет затягивать в свой объем воздух, перемешивая его с газом.
По распределительным трубкам готовая газовоздушная смесь поступает к отверстиям, на выходе из которых поджигается с применением специального запального устройства. В большинстве бытовых нагревательных котлов используется пьезозапальник
Базовые узлы:
- форсуночное устройство;
- запальник или пьезорозжиг;
- первичный датчик, контролирующий наличие пламени.
Популярные виды горелок для сварки
Типы горелок, которые популярны среди сварщиков.
Сварочная горелка для полуавтомата
Основными критериями работы газовой горелки для полуавтоматической сварки являются вид разъема для включения в сварочный аппарат, номинальный сварочный ток и система охлаждения.
Охлаждение самого устройства в данном случае особенно важно. Такого рода модели особенно часто используются для работы в труднодоступных участках.
Полуавтоматическая сварка без применения газа включает в себя формирование сварочной ванны в месте сплавления металлов двух соединяемых заготовок не сопровождается защитой из инертных газов.
Сварка полуавтоматом.
Полуавтоматическая модель имеет три составных элемента:
- сама горелка;
- ее шлейф;
- контактное соединение.
Суть ее работы – физическая связь со сварочным процессом. Подача металлической присадочной проволоки жидкости из системы охлаждения происходит по шлейфу горелки. Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Контактное соединение как элемент горелки необходим для подключения источника сварки и сварочной горелки.
Важная часть – рукоятка устройства. Обычно ее делают из литого материала с хорошей изоляцией. Что же касается наконечников или мундштуков, то их делают из бронзы, разных сплавов меди или неплавящегося вольфрама. Самые качественные – медные и вольфрамовые мундштуки: они самые долговечные и имеют длинный срок использования.
Горелка для аргонодуговой сварки
Нет нужды подтверждать востребованность аргоновой сварки – она была и есть чрезвычайно популярной. По большей части она используется для соединения заготовок из таких металлов как серебра, чугуна и, что особенно ценно, алюминия. Преимуществ у технологии немало, но главное – великолепный и долговечный шов.
У аргоновой горелки есть некоторые нюансы: она работает по своему принципу. Дело в том, что у нее совмещаются принципы аргоновой и дуговой сварки.
Источник питания – это обыкновенный электрический разряд, а аргон или другой инертный газ выполняет роль мощной защиты от проникновения и воздействия кислорода. Потому что вес аргона больше веса кислорода. Электроды при таком способе выбираются вольфрамовые, неплавящиеся.
Горелка для аргонодуговой сварки.
Сварочная горелка для аргонодуговой сварки может различаться по нескольким параметрам:
- мощности горения;
- типу системы охлаждения горелки;
- типу управления пламенем и другими показателями;
- длине электрического кабеля;
- типу подключения к аппарату сварки.
Тип охлаждения в таких устройствах бывает двух типов: воздушный или водяной. Тип управления тоже делится на три варианта: вентильный, с помощью кнопок или универсального характера.
Конструкция устройства простая: специальный шланг для инертного газа, силовая жила и специализированной составной рукоятки. Модель с водяным охлаждением снабжена дополнительным шлангом для воды или другой жидкости.
Рукоятка аргоновой горелки устроена следующим образом: сопло из керамических материалов, цанги, ее корпуса и каппы одного из двух видов – длинной или короткой.
Горелка для сварки типа ТИГ
Устройство этого вида выполняет функцию держателя электрода. Здесь также используется защитный газ. В отличие от других видов горелок здесь нет специального канала для подачи присадочной проволоки, которая подается ручным способом.
Устройство горелки для TIG сварки.
Составные части горелки ТИГ следующие:
- электрод;
- корпус;
- втулка для уплотнения;
- корпус этой втулки;
По ходу процесса сварки электрод помещается в щиток корпуса горелки через втулку, которая хорошо его фиксирует. Щиток для электродов нужно повернуть для закрепления. Держать горелку во время работы нужно под углом не больше 40° по отношению к вертикали.
Данная технология особенно широко применяется в кузовных работах и специальных ремонтных мероприятиях в автомастерских высокого профессионального уровня и с широким спектром услуг. Также он хорош при разного рода строительно-монтажных работах.
Горелка для точечной сварки
У этих моделей множество достоинств и преимуществ перед другими вариантами. Начать нужно с того, что сварочное оборудование здесь работает в разных режимах. И действие устройства также напоминает металлическое соединение в виде точек, а заготовки соединяются с помощью сварочного шва внахлест.
Особенные характеристики точечного способа носит сплошь позитивный оттенок: это и простота исполнения всех операций, и сварочный шов высокого качества, и возможность варить заготовки с разной толщиной кромок.
Инструменты точечной сварки.
Точки на шве фиксируются только на одной стороне, так что эстетические потери здесь минимальные.
Технология очень востребована в чрезвычайно ответственных областях работы с металлами: самолетостроение, приборостроение и другие высокотехнологичные отрасли.
В данной статье перечислены далеко не все возможности и модели горелок из тех, что имеются на современном рынке. Разные технологии предполагают выбор среди разных моделей и марок производителей.
Существуют модели специальных горелок для сварки алюминия или соединения пластмасс. Выбор правильной модели должен быть осознанным и без суеты. Нужно не забыть учесть множество деталей и нюансов: к примеру, разъем для подключения, условия применения при высокой влажности и многое другое.
Помимо промышленных вариантов на рынке имеется большая отдельная группа устройств для специализированных работ и отраслей, название такому устройству — мини газовая горелка. Она применяется в областях, весьма далеких от промышленного производства: от ювелирного дела до стоматологии.