Plastic water pipes made of polypropylene are becoming more and more popular, including because the installation technology is very simple and can be done independently.
But for this you need to know how to properly solder polypropylene pipes, because this is the main operation that determines the durability of the entire system.
Installation of plastic pipes for internal wiring is a fairly simple, but quite labor-intensive process, therefore, first of all, you need to understand how to properly solder polypropylene.
Properties of polypropylene
One of the many materials from the family of plastics - polypropylene - is a product of the polymerization of two gases: ethylene and propylene, mixed in a certain proportion.
The result is granules, from which various products are produced by extrusion. Water supply products are made from PPR plastic with the following characteristics:
- operating temperature range from -10 to +90 degrees;
- plastic melting begins at 149 degrees;
- nominal pressure from 1.5 to 2.5 atmospheres.
The given parameters are suitable for cold water supply, but the need for a wider range of characteristics is obvious. Therefore, certain technological methods are being taken to strengthen them.
One of them is to reinforce the walls with fiberglass or aluminum. To do this, a layer of fiberglass or aluminum foil is placed on top of the finished pipe, and then another layer of polypropylene is applied.
This design makes it possible to obtain polypropylene pipes suitable even for use in heating and hot water supply systems.
The fundamental way to reinforce polypropylene products is to install a metal layer. For this, aluminum foil in the form of a strip is used.
It is wound along a helical line onto the workpiece along a layer of glue, and a second adhesive layer is applied on top of the metal foil. The outer shell is made of the same polypropylene.
Such products are suitable for use in water supply systems with high pressure up to 6 atmospheres.
How to solder an aluminum radiator at home
Before proceeding directly to soldering, you first need to remove the battery, drain all the liquid from it, then dry it well . After preparation, you can proceed to one of the soldering methods. These differ depending on whether you choose flux, flux or copper.
Method 1
For this method you will need the following materials and tools:
Materials and tools required for soldering the battery using the first method.
- fine iron filings;
- solder (it is better to use P300A or P250A);
- rosin;
- soldering iron with a power of 100 W or more;
- sandpaper;
- file;
- ceramic crucible.
You need to start work by preparing flux and solder. For this you will need;
- bismuth;
- tin;
- sodium sulfate;
- salt;
- lithium chloride;
- cryolite;
- potassium chloride.
First you need to make solder - mix bismuth with tin. They need to be melted in a crucible in a ratio of 95 (tin) to 5 (bismuth). Then you need to make flux: add table salt (6.5%), potassium chloride (56%), lithium chloride (23%), sodium sulfate (4%) and cryolite (10%). The container with the solution must be tightly sealed, because the mixture quickly absorbs moisture. Warm up the surface with a soldering iron, then apply the resulting melt to the work area. Next, you can apply solder to close the crack.
Soldering instructions:
- First of all, the area around the crack needs to be cleaned with sandpaper. But under no circumstances scratch the surface of the battery .
- Prepare a mixture of melted rosin and sawdust in a 2 to 1 ratio.
- Clean the soldering iron from deposits and plug it into the electrical network to heat it up.
- Treat the prepared surface of the radiator with a mixture of rosin. In this case, rosin must be applied to a heated surface, and not to a soldering iron, otherwise it may char and lose its properties. Only small cracks can be repaired with a mixture of rosin and sawdust, otherwise you will need flux.
- After treating with flux/flux, tin the surface, making circular movements, as if wiping it.
- Over time, the rosin will begin to spread, but you must continue to tin, and at the same time, start adding solder with sawdust, catching it with a soldering iron.
- Solder the crack completely with solder.
After completing all work, do not forget to check the quality of soldering. Fill the battery with water (it is advisable to tint it with potassium permanganate). Leave the radiator for a couple of hours. If no leak is found, then the work was done correctly.
Method 2
In order not to prepare the flux, the damaged area can be covered with a small layer of copper. To work you will need:
Materials and tools required for soldering an aluminum radiator using the second method.
- sandpaper;
- battery;
- soldering iron;
- solder;
- flux;
- copper wire with a diameter of about 1 mm;
- copper sulfate solution.
When all the materials and tools have been found, the preparatory activities have been completed, you can proceed directly to work. Soldering the radiator is carried out as follows:
- Sand the surface around the damaged area with sandpaper.
- Place a large drop of copper sulfate on the damaged area.
- Connect the negative from the battery to the radiator, and the positive to the copper wire.
- Connect the other end of the copper wire to the “drop” of vitriol so that the wire does not touch the battery .
- Wait a while until a thin layer of copper appears on the surface of the battery (the layer under the drop of copper sulfate).
- Now the surface needs to be washed and then dried. Only after this can you proceed to tinning with a soldering iron and soldering.
- Solder the crack with solder.
Which polypropylene products to choose
For low-pressure cold water supply networks, PN16 products are the most practical. They can easily withstand pressure up to 2 atmospheres at temperatures up to +40 degrees. This is quite enough to withstand the loads of a water supply system in a private home or a watering system in a greenhouse or garden.
Polypropylene pipes and fittings: types, markings, installation
Polypropylene products of the PN20 brand are more resistant to various influences, which are considered universal and can be used, among other things, for heating with a coolant temperature of up to 95 degrees.
But the most reliable pipes in any water supply system are PN25 pipes reinforced with aluminum or fiberglass.
Kinds
Metal-plastic Polyethylene
Such communications are divided into subtypes:
- Polyethylene - used for laying wiring inside buildings and external routes. They can be used on high-pressure pipe connections and at low ambient temperatures.
- PVC is used to reduce the cost of repairs.
- Metal-plastic ones are the most practical products, with a useful life of more than 50 years. Ideal option for replacing hot water supply.
The widespread use of this material is due to a number of reasons. Positive properties of such structures, in contrast to metal ones:
- Long service life.
- Low corrosivity.
- Easy to install.
- Does not require special skills.
- Environmentally friendly material.
- Economical and easy to use.
- Lightweight and easy to transport.
- Resistant to the harmful effects of microorganisms.
Equipment for installation of polypropylene
Polypropylene water pipes have their own characteristics in terms of assembly technology, determined by the properties of the source material. Before soldering polypropylene pipes, you need to purchase a special tool for this.
Its set is not very extensive, but it contains some devices that are used only for this process:
Scissors for cutting polypropylene products. They are needed to ensure a strictly perpendicular cut. If a gap is formed at the interface during soldering, there is a possibility of a violation of the tightness of the connection.
Shaver is a device for cleaning the surface of products before soldering. Without this device, it is generally impossible to solder polypropylene pipes reinforced with any materials. The fact is that soldering polyethylene is a diffusion process in which mutual penetration of the molten material occurs.
Naturally, aluminum or fiberglass are unsuitable for this purpose. Using this tool, you can also chamfer at a 45-degree angle at the ends of the parts to be joined to facilitate joining during the soldering process.
There are many design solutions for this device, so when purchasing a tool, a wide choice is provided.
Soldering iron. The main product used for soldering polypropylene water pipes. Its basis is a plate onto which replaceable bushings of various sizes are attached. These nozzles are paired - one for the fitting, the second for the pipe.
The parts to be connected are installed on a replaceable tool. Switching on is done on the handle of the device, where the temperature regulator is also installed. The heating time of the mating parts is 6 seconds or more.
Recommendations for this parameter are given in the soldering iron passport. The parts heated to the point of melting are joined and held for up to 30 seconds. During this time, the material cools until it hardens.
Typically, the tool kit also includes a screwdriver for installing a replacement tool, a marker for marking, and a tape measure for taking measurements.
Tools and materials (review)
Soldering when installing and repairing home utility systems will require the following devices and auxiliary accessories:
- Electric soldering irons;
- Nozzles corresponding to their dimensions;
- A needle file or a well-sharpened blade for cleaning joints;
- Tailor's centimeter;
- Red felt-tip pens;
- Pipe cutters;
- Shaver to remove the reinforcement layer;
- A special device for chamfering;
- Solder materials;
- Flux reagents and fitting equipment;
- Chemical degreaser.
Preparation for installation of water supply from polypropylene pipes
It is safe to say that high-quality preparation for wiring assembly largely determines its performance and durability.
Secrets of installing polypropylene pipes. Master class for beginners
In addition, one of the main tasks of these activities is to calculate the real need for water supply elements.
Selecting a connection diagram
Currently, two main schemes for installing pipework are common:
Tee - with it, each water consumer is connected to a central pipe connected to a riser. Tees are used for this.
The disadvantage of this scheme is the fact that when several taps are opened simultaneously, the pressure in the supply pipe decreases sharply and the flow of water in each of them decreases. Parsing points remote from the riser are especially affected.
The second negative point is that if the need for routine repairs arises, you have to turn off the entire water supply circuit for this time.
Tee circuits are used in apartments or small private houses. The advantages include ease of installation and relatively low consumption of materials.
Collector wiring diagram . This method of forming a water supply network is that from the riser the supply pipe is led to the topographic center of the water supply system and ends with the installation of a comb.
The comb is a short pipe with threaded elbows installed on it for a ball valve. Thus, a distribution node is formed, from which distribution to points of consumption is carried out.
As a result, it is possible to shut off any water consumption point separately. The rest of the system continues to function as usual with the same water flow.
Operating temperature conditions
Manufacturers of products for water supply systems declare a maximum coolant temperature of 95 degrees. However, the physical properties of the material differ somewhat from this indicator.
Softening of polypropylene begins to appear at a temperature of about 140 degrees, melting occurs at 175. Taking these parameters into account, we can conclude that this material is suitable for any heating water pipes, with the exception of steam.
The operating temperature in the steam lines is exactly 175 degrees.
It would seem, what could be better? But the peculiarity of the material is that at a temperature of 135 degrees it begins to soften. The wiring begins to sag, thin out, and eventually a rupture occurs.
Manufacturers of polypropylene pipes officially declare a significantly lower permissible temperature, wanting to insure their products and make them more durable.
It should be noted that in a properly equipped home with sufficient thermal protection of the walls, this operating temperature is quite sufficient.
It should be noted that in heating systems it is advisable to use reinforced polypropylene pipes, which have a number of advantages:
- Stability of linear expansion of water supply elements under the influence of thermal and mechanical loads. They can withstand pressures of up to 10 atmospheres without noticeable changes.
- The service life of a reinforced pipeline, constantly under pressure at elevated temperatures, is several times longer than that of non-reinforced products.
- The melting point in both products is the same, but under equal conditions, a pipe without reinforcement is destroyed, but a reinforced one is not.
Common mistakes
Plastic welding is associated with a high probability of errors, which can lead to a poor-quality connection. Among the most common errors are the following:
- poor quality training;
- too much or, conversely, too little pressure when joining products;
- cleaning of deposits during the cooling stage of parts;
- attempts to weld pipes of different diameters;
- insufficient deepening of the pipe into the socket of a larger diameter product.
How to solder polypropylene pipes with your own hands
The process of soldering polypropylene products is simple and therefore has become widespread in the technology of installing cold and hot water supply pipelines and heating systems.
However, there are some subtleties that you need to know and take into account in your work.
How to solder using the diffusion method correctly - step by step instructions
The soldering process is based on melting the surface of a part to a certain depth. If in this state you connect two parts and cool them, the material returns to its original state and takes on its original structure.
Soldering polypropylene pipes: welding technology
During this time, the melt has time to mix, creating a monolithic material to the depth of penetration. In physics this is called diffusion welding.
Making a joint involves performing the following technological operations:
- Use special scissors to cut the pipe to the required length.
- Bevel at a 45 degree angle on both ends.
- Clean the surfaces to be welded on the outside of the workpiece and on the inside of the fitting from any dirt and degrease.
- Install the required size nozzles on the soldering iron.
- Turn on the soldering iron and heat the mating parts for the time specified in the instructions.
- Remove the parts from the soldering iron and join them in the desired position. Hold until completely cooled.
Careful attention must be paid to maintaining the heating time. To obtain a high-quality connection, it is necessary that a solid base remains under the layer of molten plastic. This will allow the parts to fit coaxially. If the parts are overheated and the plastic softens throughout its entire thickness, it will be impossible to connect them, they will simply crumple.
Therefore, tool manufacturers recommend time intervals for each size separately.
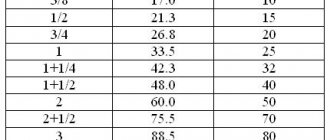
From the table below you can see how much time is needed to successfully complete each stage of assembly. As you can see, the conditions are quite harsh.
When performing soldering yourself, it is important to assemble several test joints before starting work in order to feel the durability of temporary materials.
It is also necessary to pay attention to the accuracy of installation in the axial direction when mating parts. There will only be a few seconds left for control and correction.
Soldering polypropylene pipes, technology, tools
At what temperature to solder polypropylene pipes is established in the design of the welding machine; it is important to follow the recommendations for the heating time of the parts. This indicator depends on the power of the tool, which may differ in different models.
How to solder using the coupling (socket) method
This joining method is used to connect products to lengthen straight sections. A coupling fitting is used for this.
Socket welding of polyethylene pipe
It is installed on the end of the pipe by soldering, after which the second part is soldered. Soldering is carried out in accordance with the technology described above.
End soldering
It is more often called welding.
The principle of operation remains the same - melting the material, compressing the two ends in a special mechanism, cooling. This joining method is used for products with a diameter of more than 63 millimeters. End joining using this technology can be successfully used in field conditions. How to smoothly solder polypropylene pipes end-to-end?
To do this, it is necessary to carry out preliminary mechanical processing of the ends, ensuring absolute parallelism of the joined ends.
Welding polypropylene pipes on the wall. How to securely secure a soldering iron for pipes?
How to properly solder reinforced polypropylene
Reinforcing layer, strengthening the structure of the polypropylene pipe. Creates a certain obstacle to the joining of individual parts. The reinforcing insert prevents the diffusion of the material, as a result of which the connection becomes unreliable.
Installation of centrally reinforced plastic pipes
The only way to ensure a reliable connection is to remove the reinforced layer. Removal of the outer and reinforcing layer is carried out with a special tool - a shaver.
After cleaning the top layer, you need to carefully remove burrs and clean the surface of dirt, after which you can perform soldering using the above technology.
To understand at what temperature to solder reinforced polypropylene, you need to take into account that its structure is no different from ordinary pipes and the soldering modes are the same.
"Cold welding" in polypropylene joints
A two-component epoxy composition under this name has gained some popularity due to its effectiveness.
The ease of use is attractive - just knead a lump of the composition and apply it to the surfaces to be glued. The hardening time of the mixture is about 10 minutes, complete setting is about an hour. The physical properties of the adhesive composition do not allow its use on hot water supply or heating pipelines. It is only suitable for installing water pipes.
Connecting polypropylene pipes with electrical fittings
This installation method is widely used in industry. In this case, electrical fittings are used to make joints. A heating element is installed in the body of the part during its manufacturing process.
The system is installed without soldering, but each fitting is connected to the power supply. Only after wiring is completed is voltage applied to it.
Under the influence of current, the heating elements melt the mating parts to the required state, and shutdown occurs automatically. After the parts have cooled, the entire network or its local section is ready for operation.
Kan-therm polypropylene pipes
The use of this installation method significantly increases labor productivity and eliminates the personal factor when performing work. Therefore, the quality of connections is stable for the entire water supply network.
This technology allows for high-quality assembly of pipeline elements in hard-to-reach places.
Tips for choosing and using a pipe soldering iron
When choosing a pipe soldering iron, you should take into account its technical parameters:
- power. Powerful devices are needed for welding large-diameter pipes; for domestic systems, in which the diameter of the products does not exceed 50 mm, you can purchase a device with a power of 0.6 - 0.8 kW;
- quality of coating of nozzles and technology of their use. The products to be welded can be easily removed from Teflon-coated nozzles, so it is advisable to choose a soldering iron equipped with just such nozzles. In addition, you should pay attention to the possibility of heating not only one, but two or three nozzles at the same time. This will significantly speed up the work;
- type of temperature controller. The soldering iron can be equipped with an electronic, capillary or bimetallic thermostat. It is better to choose a model with an electronic temperature controller, since the other two have too large a discrepancy between the set and actual heating temperature of the products.
Soldering pipes in difficult areas
When assembling a water supply or heating system with a complex configuration, problems may arise with access to the soldering area. How to solder polypropylene pipes in hard-to-reach places?
Welding (soldering) of polypropylene in inconvenient and hard-to-reach places.
During the preparation process, it is necessary to roughly break the entire network into separate nodes that can be connected on a workbench, after which the finished branches are welded into the system at two or three points. The following areas can be considered difficult to install:
- pipelines placed under the ceiling;
- in places where it is impossible to place a soldering iron.
The best way to avoid difficulties in this case is to prevent them from occurring. To do this, you need to think about the assembly order, making complex assemblies on a workbench, and not on your hands. If this is not possible, it is better to use electrical fittings.
In general, the occurrence of difficulties of this kind is a consequence of design errors. Manufacturability of installation is the main condition for the designer.
Security measures
When working with a heating device, it is necessary to observe personal protective measures:
- The soldering iron must be installed on a horizontal surface in a place free from materials.
- The technician must wear protective gloves (for working with hot tools) and comfortable overalls.
- Avoid bending over melting plastic as this process releases harmful fumes.
- The room should be relatively clean. The working surface is free from dust and debris.
- The connection between the soldering iron plug and the network must be tight and the cord must be loose.
The welding tool is preheated for 20 minutes if it does not have a corresponding indicator.
We install saddles in the water supply system
This pipeline element is used to create an additional outlet, and the need to install it usually arises when repairing existing distribution lines.
Instructions for welding using Wavin Ekoplastik welded saddles
A smaller fitting is soldered into a larger diameter pipe, allowing you to install a branch from the existing distribution at an angle of 90 degrees.
To do this you need:
- The craftsman needs to drill a hole of the required diameter in the wall of the existing pipe, remove burrs and make chamfers.
- The mating parts are heated with a soldering iron using traditional technology.
- The saddle (fitting) is tightly installed into the hole in the pipe.
This method of creating additional branches in the water supply system from polypropylene pipes makes it possible to continue the development of the network with the least amount of labor.
Knowing how to properly solder polypropylene will allow you to easily install pipelines of any length and degree of complexity.
Benefits of using pipe cutters
Pipe cutting scissors can be sold under the names
- Pipe cutters;
- Plumbing cutters.
This tool is designed for rapid cutting of plastic pipeline elements. He cuts them so that no burrs remain at the cut site.
Thus, there is no need for additional processing of cut edges.