You can solder plastic pipes with your own hands, since this is a simpler task compared to the technology of welding metal analogues. This joining method is used to work with polymer communications of different types. However, the techniques for soldering plastic pipes and reinforced analogues differ slightly. To avoid mistakes when welding communications, study the recommendations of specialists.
Soldering plastic pipes with your own hands.
Necessary tools and materials for soldering
To work at home, you will need to prepare in advance all the necessary tools and materials:
- electric soldering iron;
- nozzles and stands for a soldering iron of the appropriate size;
- a file or sharp knife for removing burrs;
- measuring ruler or tape measure;
- marker;
- pipe cutting scissors;
- shaver - a device for removing the reinforcing layer;
- special tool for chamfering;
- solder for soldering;
- fluxes and fittings;
- alcohol composition for degreasing.
Solder for soldering
Solder comes in the form of wire, foil, rod, etc. It is necessary to obtain a stronger weld on copper structures. It is made on the basis of tin, silver, zinc, lead, antimony or copper.
Depending on the melting point it is divided into:
- fusible;
- medium fusible;
- high fusible solder.
Fluxes and fittings
Fluxes are used in soldering to protect the metal surfaces being joined from oxidation. They are available in the form of a liquid, a dry mixture or a paste and differ in chemical composition, properties and purpose. For example, boric acid, zinc chloride, and hydrochloric acid are used to clean the surface of rolled copper and increase the fluidity of solder.
A protective film can be created using rosin, wax, and various resins.
Fittings are small-sized products that are placed on the ends of pipes that are connected by soldering. These include couplings, tees, crosses, contours, plugs, corners, etc. They must be made of the same material as the pipes themselves. And of course, it’s no secret that you can buy fittings at any plumbing store.
Cutting scissors
This type of tool has other names - pipe cutter, pipe shears or pipe cutter. It is designed for fast cutting of plastic products, providing a burr-free cutting edge, which simplifies preparation for the welding process.
There are 4 types of pipe shears, differing in design and price:
- precision pipe cutter with a ratchet mechanism. The device is used for cutting pipes with a diameter of no more than 75 mm;
- roller shears;
- automatic pipe cutter in the shape of a pistol;
- pipe cutter - guillotine.
Tips for choosing and using a pipe soldering iron
When choosing a pipe soldering iron, you should take into account its technical parameters:
- power. Powerful devices are needed for welding large-diameter pipes; for domestic systems, in which the diameter of the products does not exceed 50 mm, you can purchase a device with a power of 0.6 - 0.8 kW;
- quality of coating of nozzles and technology of their use. The products to be welded can be easily removed from Teflon-coated nozzles, so it is advisable to choose a soldering iron equipped with just such nozzles. In addition, you should pay attention to the possibility of heating not only one, but two or three nozzles at the same time. This will significantly speed up the work;
- type of temperature controller. The soldering iron can be equipped with an electronic, capillary or bimetallic thermostat. It is better to choose a model with an electronic temperature controller, since the other two have too large a discrepancy between the set and actual heating temperature of the products.
Reducing the risk of defects at pipe joints
Recommendations that will help improve the quality of soldering and prevent the formation of defects:
- in difficult areas with limited access it is necessary to work in pairs with an assistant: one master works with pipes, the second with tools;
- To install communications with a fitting, it is recommended to use a template; this will allow you to quickly determine the soldering depth without taking measurements every time;
- You should not turn off the soldering iron every time, the speed of work with it is high, and therefore 10-20 minutes are often enough to complete 1-2 joints;
- If possible, the chamfer is removed on all pipes; its size is 2mm x 45°, which means the length of the side and the angle of inclination;
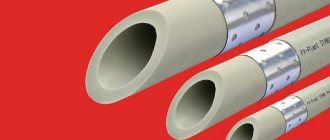
- internal reinforcement avoids stripping, which distinguishes it favorably from surface reinforcement;
The essence of the process and soldering methods
Soldering is used for hermetically connecting pipeline sections to each other, installing shut-off valves, control, measuring and safety devices.
Three soldering technologies are used to connect the ends of pipes and pipe fittings:
- diffusion method. Welding is carried out by heating and squeezing the connecting elements without melting the base material of the parts and the use of additional substances;
- soldering using electrical fittings. For connection, special fittings with a heating element are used. The soldering process occurs due to partial melting of the internal part of the electrical fitting under the influence of electric current;
- cold way. The elements of the heat pipe are connected using additional material - solder.
Step-by-step instructions for soldering plastic pipes
Pipeline soldering consists of three main phases - heating, joining, fixing and cooling of elements, the implementation of which requires certain preparation, compliance with temperature conditions and safety rules.
Security measures
During the soldering process, you need to follow basic safety precautions for working with power tools:
- the soldering iron must be protected from precipitation, dirt and splashes;
- Before connecting the device to the network, you must make sure that it is in working order and that the power cord and plug are intact;
- During work, you should ventilate the room and use thermal gloves;
- Do not touch exposed skin to heated surfaces.
Preparation of elements and parts
At this stage you need to do:
- cutting products into pieces of the required length;
- cleaning the cuts from burrs and thoroughly polishing them;
- degreasing the sections with an alcohol solution;
- drawing a notch by which it will be possible to control the depth of insertion of pipes into the apparatus;
Preparing the soldering iron
The device must be connected to the network in advance, the thermostat must be set to the desired position and the product must be heated to operating temperatures, depending on the type of plastic.
Typically, the heating time of the soldering iron is 30 minutes until the light goes out. The device will be ready for operation 10 minutes after reaching the set temperature.
When preparing the apparatus, it is also advisable to additionally control the temperature of the fittings and sleeves with a surface electric thermometer.
At what temperature should plastic pipes be soldered?
For soldering polyethylene products, the temperature regulator on the device is set to 220ºС, for polypropylene products - to 260ºС. If there is no regulator, you can adhere to the heating parameters of the parts from Table 1.
Table 1.
| Parameter name | Pipe diameter, mm | |||||
| 20 | 25 | 32 | 40 | 50 | 63 | |
| Product heating time, sec | 6 | 7 | 8 | 12 | 18 | 24 |
| Product heating time, sec | 4 | 4 | 6 | 6 | 6 | 8 |
| Cooling time, min | 2 | 2 | 4 | 4 | 4 | 6 |
Docking rules
When assembling joints, it is necessary to ensure that the edges are aligned so that the surfaces of both products coincide and the axis of the pipeline does not shift. The gap between the edges should be uniform over the entire diameter with a size of 2 - 3 mm.
Pipe connection
The heated parts are removed from the soldering iron nozzles and connected to each other, lightly pressing with their ends. The polymer will harden in 2-3 minutes.
Cleaning and cooling connections
The connection point should be in a stationary position until the plastic cools to a temperature of 38 - 42 degrees. To do this, the connected parts are fixed in a clamp or clip until cooling.
Cleaning of the deposits is carried out with a sharp knife after the joint area has completely cooled.
Checking the connection quality
At the end of welding, all joints are subject to visual inspection. A high-quality weld should have a smooth surface, without traces of porosity, cracks, folds and excessive shine that occur when overheated. The bead in the weld area must be continuous and uniform along the entire circumference of the joint and rise above the outer surface by no more than 2 mm - for products with a wall thickness of up to 10 mm.
The maximum bead height for pipes with larger wall thicknesses is 4 mm.
Connection of PVC pipes with metal-plastic pipes
How to solder polypropylene pipes with an aluminum layer? How to connect them? Is it possible to solder polypropylene pipes from different manufacturers?
In cases where such questions arise, special adapters must be used when soldering.
One side of them is attached to metal or metal-plastic by means of a thread, the other is soldered to plastic using standard technology.
The only difference in the work is that threads must be cut on the metal and the connection must be sealed manually to avoid leaks. It is best to use tow or sanitary flax fiber as a sealant. This material is affordable and effectively seals the joint.
Using the same technology, adapters are installed, on the basis of which mixers are connected. The products externally look as if metal threads were fused into polypropylene.
Common mistakes
Soldering plastic pipes does not require special skills, but if you do not adhere to established norms and rules, you can still ruin the connection. Typical mistakes of novice masters are:
- using dirty attachments. If drops of molten polymer remain on the nozzles, then during the next welding they can wedge between the edges of the products and sharply weaken the connecting seam;
- residual water and dirt on the outer surface. They will prevent close contact of the surfaces of parts over the entire area;
- applying excessive force when combining parts. Part of the melt under excess pressure can be squeezed into the pipe and reduce its permeability;
- an attempt to clean up the sagging of molten plastic before the joint has completely cooled, which inevitably leads to deformation of the pipe;
- insufficient heating or overheating of the joint.
Last stage: cooling and checking the tightness of the connection
Polymer pipes must cool in a natural environment. A forced decrease in the temperature of the material will lead to disruption of a number of processes in the structure of the material. First of all, the strength of the joint will be reduced. To check the tightness the following methods are used:
- perform purging;
- let water through.
INTERESTING: Do-it-yourself septic tank made of concrete rings for a private house
Then the permeability of communications is assessed. When a gap appears, water droplets will appear on the outside of the pipeline.
Expert advice
To ensure maximum reliability of pipeline connections, experts advise adhering to the following requirements:
- it is correct to start welding work 10 minutes from the moment the soldering iron warms up;
- perform welding or soldering operations only at above-zero ambient temperatures;
- sections of pipes connected by welding must be allowed to cool, preventing them from moving relative to each other or twisting;
- For wall thicknesses greater than 6 mm, butt welding of products is performed using a double seam. With a smaller wall thickness, the joint can be sealed with one seam;
- all structural elements fixed by soldering must be from the same manufacturer, since they may differ in the composition of the ingredients in the raw materials, which will negatively affect the quality of the weld.
Soldering in hard-to-reach places and corners
When soldering pipes located in hard-to-reach places, for example, close to the surface of walls or ceilings, a special technique is used, which consists of sequential heating of the direct and counter sections of the connection with a soldering apparatus. It is necessary to warm up the flange of the straight section for a longer period of time so that it does not have time to cool down while the counter part of the workpiece is in operation.
A smooth line at corner joints of pipes can be achieved by using special corner adapters and fittings. In this case, it is important to very accurately mark in advance on the supply pipes the depth of their entry into the body of the corner piece.
Connecting plastic pipes without soldering
Plastic pipes do not have to be welded; they can be joined using a special adhesive. It is applied to the entire pre-degreased surface of the pipe section that will be inserted into the socket. In the bell, the inner surface is also degreased and covered with glue, but only 2/3. For better adhesion, the surfaces of the pipes under the adhesive joint are treated with sandpaper before degreasing.
The prepared part of the pipe is inserted into the socket until it stops and rotated 90 degrees. In this position, the parts to be glued should be held for 1 - 1.5 minutes until the glue sets.
The adhesive will dry completely within a few hours.
Plastic sewer pipes leading to the Tank septic tank can be connected using a compression fitting. With this method, the process of connecting pipes consists of the following steps:
- cleaning the top layer of the pipe from contaminants;
- chamfering at the end;
- loosening the union nut on the fitting and installing the end of the pipe into it;
- tightening the nut in the reverse position, at this moment the pipe is clamped (compressed) by the ferrule ring.
Fittings are fixed manually or using an open-end wrench. The applied force should not be excessive, otherwise the pipes may burst.
The socket method involves the use of a highly elastic sealing ring. The tightness of the connection is ensured by compression of the gasket between the walls of the socket and the smooth end of the pipe.
Welding large diameter plastic pipes
To connect pipes with a diameter of more than 50 mm and a wall thickness of 4 mm, butt soldering technology is used, which consists of simultaneous welding of the ends of 2 segments along the entire plane. The most difficult thing in this welding method is to correctly align the joints and ensure the required length of the gap between the parts.
Therefore, in the process of butt welding of large diameter pipes, guides or a pipe centralizer are used. It will provide high-quality and reliable fixation of sections for welding.
The work itself is carried out in the following order:
- pipe preparation and edge cleaning;
- securing elements in a pipe centralizer;
- welding of joints of products.
Socket installation
It should be noted that in domestic documents you will not find any standards for flared soldering. It is described only in European standards DVS 2207-15. Step-by-step instructions on how to weld HDPE pipes with couplings :
- Before starting work, you will need to prepare communication. To do this, the outer surface is cleaned of various contaminants: dust, grease. This can be done with a damp cloth and an alcohol solution or a special mixture. It is sold in plumbing stores;
- Afterwards the joint is put in order. The tightness of the fastening depends on the smoothness of the cut. You should walk along the end of the pipe with sandpaper or clean it with crumpled newspaper. After the joint of the HDPE pipes is trimmed to form a chamfer of 1 mm at 45 degrees, this is very important for tight fastening; Photo - docking
- Next, you need to install the bends into the coupling. It is divided into two halves: the first is put on the pipe (this is the mandrel), and the second section is inserted into the second (this is the sleeve). It should be noted that putting on the coupling should only begin after the tool has warmed up;
Photo - connection - The preheated nozzle is inserted onto the communication as quickly as possible, after which the second outlet is inserted into it;
- You need to move the segments very carefully, but quickly, otherwise you can overheat the polyethylene. If everything is done correctly, liquid plastic will begin to come out from under the coupling.
After heating and welding is completed, you need to remove the coupling and fix the pipes on a solid surface.
Flanges are even easier to work with. They are threaded connections for installation. Accordingly, a thread is cut at one end of the communication, into which the element is screwed, and a pipe is put on it. The joint is heated with a hairdryer or coupling.
Photo - HDPE flange