Home » Automation and controls » Why and how automation is needed on old-style gas boilers
The newest models of gas boilers are characterized by high power and heating speed. However, their prices are steep, to put it mildly. You can try to use a more economical option and install new automation on the old boiler or fix the old one. The operating principle and automatic design of old-style gas heating boilers will be explained in this article.
…
- 1 Why do you need gas automation?
- 2 The principle of operation of automation on old-style gas boilers
- 3 Basic elements of automation
- 4 Flame and draft sensors
- 5 The most common automation malfunctions and methods for eliminating them
Why do you need gas automation?
Old-style boilers were manufactured in accordance with the gas parameters and heating system features that were in use several decades ago. These are, for example, models KChM, AOGV. At the same time, their durability allows them to be used for many years to come. But the problem with automation is that quite often it breaks down. In such a situation, there are three options:
- diagnose existing automation and replace the necessary parts;
- equip a reliable and high-quality unit with a modern automatic system;
- buy a new boiler.
The difference, of course, is in the price of the issue, the effort and time of the owner.
Let's consider the cheapest option - troubleshooting gas automation on an old boiler. However, first, let’s figure out why an automatic system is provided in the coolant in general.
Gas automation allows you to regulate and maintain the required level of coolant temperature, and also serves to automatically stop the gas supply in an emergency situation. Installing automation on an old gas boiler will allow you to be sure that if the burner flame goes out, then after a short time the system will work to stop the gas supply without your participation.
Attention! Automation, in addition to regulating and maintaining the temperature at a given level, ensures the safety of using the heating device and allows you to save on heat consumption.
If you want to change the automation, keep in mind that domestic manufacturers produce models that are suitable for almost any old coolant. Imported automation cannot be installed on everything. In addition, when installing foreign automation on old-style gas boilers, not all of its functions may work - the design features of the boiler will not allow it.
…
On a note! The choice of automation for gas boilers is varied. The most popular is the system from Italian manufacturers, for example, SIT. American automation (Honeywell) holds second place in popularity. There is a large selection of Russian (SABK, "Orion") and Ukrainian, "Iskra", "Plamya", APOK-1).
Automation Eurosit 630 (Eurosit 630)
The Eurosit gas valve is one of the most used.
It can be found on both domestic and imported boilers. Main advantages: multifunctionality of the gas supply regulator, modulation thermostat and the function of full modulation switching on the main burner. It works both from liquefied fuel cylinders and from a gas tank, without the use of electricity. Used in various types of gas-consuming equipment that require precise temperature control. Basic principles of operation of Eurosit 630 automation.
Ignition of the pilot burner.
- Check that the knob position matches the “off” icon.
- Move the control knob to the “asterisk” position.
- Keep the control knob pressed for a few seconds. Then release and make sure the pilot burner turns on. If the pilot burner goes out, repeat step 3.
Temperature selection.
Use the control knob to set the temperature. The gas will begin to flow into the main burner, where it will be ignited using the pilot burner.
Power modulation.
The thermostatic system regulates gas flow and gas pressure in the main burner depending on the system capillary sensor. The colder the sensor, the greater the power and vice versa. The graph schematically shows how the power changes from maximum to minimum and then until the burner is completely turned off.
Duty position.
Move the control knob from the set temperature to “asterisk”. The main burner will go out, but the pilot burner will remain lit.
Shutdown.
Set the knob to the off position. The valve will close completely, but the thermoelectric protection magnet will remain temporarily activated until the thermocouple sensor cools down. During this period of time, restarting of the thermoelectric system is mechanically prevented. The function is called "interlog". It ensures ventilation of the combustion chamber before the next burner start-up.
The principle of operation of automation on old-style gas boilers
Frequent problems when heating a room with gas boilers are flame attenuation in the burner and gas pollution in the room. This happens for several reasons:
- insufficient draft in the chimney;
- too high or too low pressure in the pipeline through which gas is supplied;
- the flame on the igniter goes out;
- leakage of the pulse system.
When these situations arise, the automation is triggered to stop the gas supply and prevent the room from becoming gas-filled. Therefore, installing high-quality automation on an old gas boiler is basic safety rules when using it to heat a room and heat water.
All automation of any brand and any manufacturer has one operating principle and basic elements. Only their designs will differ. Old automatic machines “Plamya”, “Arbat”, SABC, AGUK and others work according to the following principle. When the coolant cools below the temperature set by the user, the gas supply sensor is activated. The burner starts heating the water. After the sensor reaches the user-specified temperature, the gas sensor automatically turns off.
On a note! When using modern automation, it is possible to save heat up to 30%. Old-style automation is non-volatile and does not require electricity. Its adjustment, connection and disconnection are carried out by a person. Commands are transmitted using electromagnetic pulses.
The video explains how the automation of gas boilers AOGV and KSTG works.
…
Gas savings on boilers KST-16 and KChM
If anyone is interested, I’ll tell you how to remake the boiler burner to save gas. It takes a couple of hours to work on the material and one and a half meters of pipe. There’s no photo since I won’t disassemble the boiler already, but you can understand everything with your fingers, there’s no need to remake the boiler or drain the water. ghie in advance Forgiveness if I created a topic that no one needs or if I came up with a bicycle. So the continuation is only at the request of the working people.
Gas savings on boilers KST-16 and KChM
Even very interesting
Gas savings on boilers KST-16 and KChM
Saving gas on boilers KST-16 and KChM I overcame laziness and filmed the burner on a webcam, in my opinion everything is clear, the holes are in increments
12mm d3mm, frame size 265 by 265, length of pipes 75mm, half-inch tube, drilling from the igniter goes as if in a spiral with a transition to the outer wall. The burner is inserted into the boiler diagonally, then turned and inserted. The middle nozzle is plugged with a threaded screw due to this and less consumption with better heating of the boiler walls. I would like to warn you, firstly, about safety when handling gas, and secondly, the sizes of the boilers and doors are different, but the principle is clear, the burner is located 15-20mm from the walls, the flame heats the water jacket and does not fly out into the pipe. And even the first 10 igniter holes on each side d2mm.
Attached images
Consumption has decreased by 25%, I’m also thinking of putting 3-4 partitions in the boiler on spacer pins so that the gases move in a zigzag pattern. I also wanted to weld a package of pipes into the boiler, but then I’ll lose the opportunity to return to using coal, but in life anything can happen.
Saving gas on boilers KST-16 and KChM We have a boiler KS-T-16. Will the walls burn out from the directed flame? Although it shouldn't if there is water there. Right? I also want to do the same as you. And the gas workers won't mind?
Post edited by Turbulizer: 26 November 2011 – 15:18
Saving gas on KST-16 and KChM boilers In order to save gas in these boilers without loss of power, it is not necessary to remodel the burner. It is enough to make a type of labyrinth above the burner. Place three sheets of metal so that the combustion products move like a snake. And in your case, a drop in power is inevitable, although if your boiler is selected with a large power reserve in relation to the area of the house, then this loss can be neglected.
Post edited by papaLis: 26 November 2011 – 15:19
Saving gas on boilers KST-16 and KChM The problem with these boilers is this. that the flue gases, without having time to transfer the heat of combustion of the fuel to the walls of the heat exchanger, fly out into the smoke channel. By modernizing the combustion process in these boilers, it is necessary to increase the residence time of flue gases in the combustion space. The labyrinth just meets this task. Gas workers don’t care what’s inside the boiler, in the sense of a labyrinth, etc., but altering the burner is already an unauthorized intervention, and since during registration the boiler brand, type of burner and safety automatics are recorded in the documents, then when checking once a year, gas workers having discovered tampering with the boiler have the right to shut it down gas tap at the inlet
Post edited by papaLis: 26 November 2011 – 15:28
Saving gas on the KST-16 and KChM boilers I didn’t inform the gas workers; for more than ten years, none of them realized that there was something wrong with the burner. both thermal and mechanical are higher. A labyrinth without altering the burner will not allow you to save much, do not forget the middle nozzle is plugged in my case.
Post edited by sanek66: 26 November 2011 – 15:37
Gas savings on boilers KST-16 and KChM
Looks like the gas workers are klutzes. But you only achieved savings due to the fact that there are fewer holes in the burner, and the burner missing in the middle does not heat the middle of the combustion volume.
Gas savings on boilers KST-16 and KChM
There is no need to heat the middle of the combustion volume. It is better to line it with refractory bricks, thereby directing the gases to the walls.
Gas savings on boilers KST-16 and KChM
As an experienced gas worker, I kindly ask you not to get involved in the operation of gas equipment, too often you see shell-shocked and fried Kulibins. The nozzle directed to the center of the combustion chamber is designed to smoothly ignite the gas-air mixture from the igniter in the volume of the combustion chamber. On boilers with the main burner completely extinguished, this nozzle should under no circumstances be turned off.
Gas savings on boilers KST-16 and KChM
In general, all this was started due to the fact that when standard burners were burning during the day, the coolant temperature barely reached 70 degrees, and on the street -28 (which is rare for our area) and a small child in the house. Having rebuilt the burner in just a couple of hours, the coolant temperature rose to 90, and after another half an hour it completely started to boil (the thermostat was set to maximum for the factory burner). At the beginning there was a struggle for heat, savings turned out to be a by-product. And from the igniter this burner ignites no less reliably than the factory one. I won’t argue with that This is because gas requires an extremely careful attitude; making mischief is not appropriate here.
Gas savings on boilers KST-16 and KChM
Hello, I want to ask a question. Boiler KChM Kaunas, 4 sections. burner subk 3rd 16, like 19 kW, brick house, 2 floors 10 by 10.. the boiler worked on coal for 15 years and natural gas was supplied. THE QUESTION is whether to close the bottom of the boiler furnace or not. Is a flexible connection possible from the pipe to the burner?, the supply pipe is on the right and can no longer be moved, the entrance to the burner is on the left. and if possible, an approximate diagram of a combustion gas flow cutoff and the material from which it is best to make it. If you play with refractory bricks and fold this cutter inside the boiler, then how much you can reduce the combustion volume, how will the refractory brick behave in the firebox if you simply fold it without mortar. On the left, 10 cm away, there is a second KChM, IS IT POSSIBLE to use its smoke channel as a supply ventilation, the technical conditions prescribe it. The burner is new but manufactured in 2006. Will there be any problems with the expiration date?
Basic elements of automation
The main elements of automation for a gas boiler are:
- thermostat;
- shut-off valve;
- traction sensor;
- flame sensor;
- igniter tube;
- igniter;
- burners.
Let's try to clearly explain how automation for a gas boiler works, breaking it down into its main elements and talking about their functions.
The gas passes through a gas purification filter. Next it goes to the solenoid valve, which regulates the fuel supply to the burner. Temperature and draft sensors are located next to the valve, monitoring the indicators and signaling if they exceed acceptable standards. Also, the automation kit for gas boilers includes a thermostat with a bellows and a rod, designed to set the desired temperature. A special button is used to adjust the indicators. When the water is heated to the temperature set by the user, the thermostat is activated, the gas supply to the burner is stopped, while the igniter continues to operate. When the water cools by 10-15 degrees, the gas supply is resumed. The burner lights up from the igniter. The automation is started manually.
Let's consider the method for finding the above fault.
When repairing a gas boiler, testing begins with the “weakest link” of the automation device - the draft sensor. The sensor is not protected by a casing, so after 6…12 months of operation it becomes “overgrown” with a thick layer of dust. The bimetallic plate (see Fig. 6) quickly oxidizes, which leads to deterioration of contact.
The dust coat is removed with a soft brush. Then the plate is pulled away from the contact and cleaned with fine sandpaper. We should not forget that it is necessary to clean the contact itself. Good results are obtained by cleaning these elements with a special “Contact” spray. It contains substances that actively destroy the oxide film. After cleaning, apply a thin layer of liquid lubricant to the plate and contact.
The next step is to check the serviceability of the thermocouple. It operates in severe thermal conditions, since it is constantly in the flame of the igniter; naturally, its service life is significantly shorter than other elements of the boiler.
The main defect of a thermocouple is burnout (destruction) of its body. In this case, the transition resistance at the welding site (junction) increases sharply. As a result, the current in the Thermocouple - Electromagnet circuit.
The bimetallic plate will be lower than the nominal value, which leads to the fact that the electromagnet will no longer be able to fix the rod (Fig. 5) .
Flame and draft sensors
Flame and draft sensors work on this principle. The draft sensor reacts to deteriorating smoke draft and transmits an impulse to the control system. It is located in the smoke hood. Equipped with a plate made of an alloy of two metals: iron and nickel. When draft deteriorates, flue gases accumulate and heat the plate. It becomes deformed, the contacts open, and the flow of fuel into the combustion chamber stops. When the temperature decreases, the plate returns to its normal state.
The temperature sensor works on the same principle. When the water in the boiler heats above the set temperature, the lever mechanism is activated and the temperature regulator valve closes. The gas supply stops and the burners go out.
When the water cools, the sensor bellows contracts, the lever mechanism is activated, the temperature regulator valve opens, gas begins to flow, and the burners light up.
Specifications
Let's look at the technical characteristics of the Zhukovsky AOGV 23 boiler:
| Options | Values | ||
| AOGV 23-2 Economy | AOGV 23-2 Universal | AOGV 23-2 Comfort | |
| Boiler type | Gas heating | ||
| Fuel type | Natural gas with the possibility of conversion to liquefied gas | ||
| Functions | Heating (coolant supply to the radiator system) | ||
| Efficiency | 89 % | ||
| Boiler power (max) | 23 kW | ||
| Gas consumption | 2.55 m3/h | ||
| Heated area | Up to 200 m2 | ||
| Coolant temperature | 50°-90° | ||
| Power supply | Absent | ||
| Boiler weight | 52 kg | ||
Advantages and disadvantages of the model
The advantages of Zhukovsky AOGV 23 boilers are:
- Reliability, simplicity of design.
- Independence from the power supply system.
- Simple and intuitive controls.
- Designed for use in Russian conditions.
- Designed to work in harsh climatic conditions.
- The service life is 14 years (or more).
- The cost of boilers is much lower than that of European analogues.
The disadvantages of the units should be considered:
- The heat exchanger of the units is made of steel, which is inferior in thermal conductivity to cast iron.
- The appearance of the boilers is inferior to European models.
- The mechanical automation of the boiler is quite weak.
- The dimensions and weight of the unit require installation in a separate room.
NOTE!
Most of the shortcomings are, to one degree or another, common to all atmospheric models, so they can be attributed to a specific design feature.
Varieties
There are three modifications of Zhukovsky AOGV 23 boilers:
- Economy _ Floor-standing unit with Russian automation, tubular heat exchanger. There is a temperature sensor.
- Station wagon. Italian SIT automatic equipment, modulated burner, coolant overheating sensor are installed.
- Comfort. In addition to all the options of the Universal models, the boilers have the possibility of remote control, a room thermostat, and protection against exceeding the coolant temperature.
Boilers of the Comfort modification can be distinguished from other varieties in appearance - they have a rectangular cross-section of the body, while Economy and Universal are round.
System installation
All installation work begins after the project has been drawn up and approved by the relevant organizations. The technical specifications for the design are issued by the gas industry. The main requirements in it are for the room in which the boiler will be located.
Particular attention in the technical specifications is paid to general ventilation, the installation of chimneys, and the presence of gas analyzers. The distances from the walls when installing equipment are also regulated.
Connecting the boiler to the heating system.
It is necessary not only to study how the system works before purchasing it, but also to consult with specialists whether it is possible to install the unit in the intended location.
Where installation is possible
Despite the fact that it is recommended to install the AGV on the floor in a separate room, this does not exclude the possibility of installing such a boiler in the kitchen of a residential building or apartment, provided that the relevant requirements are met.
The use of an underfloor heater in most cases is due to one reason: natural circulation will be difficult if the boiler is located much higher than the level of the radiators.
Wall-mounted gas boilers of this type are used very rarely, and even then after significant alterations, as a result of which their classification as traditional AGV is very conditional. Consulting with a specialist will help you choose the optimal location and type of boiler.
Pipeline layout
This type of heating system is open and is installed with overhead piping. Moreover, it can be single-pipe or double-pipe. Which one to choose is decided in each specific case individually.
Installing a two-pipe system allows you to turn off heating appliances using shut-off valves, but then the circulation resistance of the coolant increases sharply. Without the use of a pump, this can create problems during the operation of the heating system of an apartment or house.
Nuances of pipeline installation
During the installation of pipelines, an expansion tank is installed at the maximum possible height, which will accept the excess volume of water when it is heated. An overflow pipe is welded into it.
The diameter of the pipes for water supply and return drainage must be at least 50 mm. Such a significant increase in size is necessary to reduce the coolant resistance. They are installed with a slope to avoid air pockets.
Slope Options
The optimal slope is 1:100. The direction of the slope of the upper (supply) manifold is downward from the expansion tank to the first radiator. The lower (return) pipeline must have a slope from the last radiator to the AGV. Mayevsky taps are installed in the upper plugs of heating radiators, and the make-up tap is installed in the return line.
Features of AOGV
The abbreviation AOGV simply stands for gas-fired water heating apparatus. The number after the letters indicates the power of the model, that is, the AOGV 116 boiler is an 11.6 kW unit, respectively.
The technical characteristics of AOGV 11 6 3 indicate that the boiler is intended for heating a private residential house, garage or small utility room. The model is presented only in a floor-standing version; household units have a power ranging from 11-29 kW. The fuel used to operate the device is natural gas.
At the bottom of the boiler there is a heat exchanger, under which there is a gas burner. This is what heats the water. The unit can be converted
for the use of liquefied gas. High quality steel is used to make the device body. The heat exchanger is made of tubes, which ensures a high efficiency of the device.
In this video you will learn how to light a boiler AOGV 11.5
On the back there are two fittings for inlet and outlet. The top one works with a straight line, the bottom one with a reverse line. The upper part of the body is attached to the chimney; its diameter must exceed 12 cm. Manufacturers produce two types of boilers - single- and double-circuit boilers. The latter are intended not only for heating, but also for heating water.
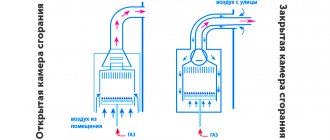
Atmospheric burners
The presence of an atmospheric burner significantly simplifies the design of heating devices. Such devices operate as a result of the natural flow of oxygen, and chimneys are installed to remove combustion products. Since oxygen is taken from the room, it is necessary to provide high-quality ventilation.
The advantages of boilers with an atmospheric gas burner are as follows:
- A simple design device, which has a positive effect on the cost of the equipment.
- Low noise level. There are no additional fans in the device, only the roar of the flame is heard.
- High degree of reliability. Since the device consists of a minimum number of components, it rarely breaks down.
- Energy independence. Since the operation of the unit does not depend on the availability of electricity, it can be used in homes where the power supply is turned off.
There are also negative points:
- Low efficiency. Boilers with closed burners have a more advanced design, they are more efficient and economical.
- Mandatory installation of a chimney, which must be brought to the roof, which entails additional financial costs.
- The boiler should be installed under a gas burner in a room specially designed for this purpose, where there is a window and ventilation, and such requirements are sometimes problematic to fulfill.
The possibility of incomplete combustion of gaseous fuel cannot be ruled out either.
Owner reviews about the model
Let's consider what the owners themselves say about the Zhukovsky AOGV 23 boilers:
In the 60-70s, gasification of the country began, the logical continuation of which was the development of a gas boiler for autonomous heating. It was designed for use in remote and small settlements lacking infrastructure.
The creation of such equipment was a revolution in the organization of everyday life. And today, AGV heating is still used in rural areas as an alternative to centralized heating.
Price range
The cost of the Zhukovsky AOGV 23 boiler depends on the specific model and ranges from 20-24.4 thousand rubles. This price does not include the chimney. When purchasing, you should immediately clarify the equipment of the unit so that you do not have to urgently look for the necessary components.
In addition, additional costs will arise for concluding a warranty agreement.
It is not recommended to neglect this action, since subsequently you can spend a much higher amount on repairs.
NOTE!
Many users rely on their own skills and knowledge, intending to repair the boiler themselves. It must be remembered that unauthorized actions with gas equipment may entail administrative liability.
For which rooms is it best suited?
AOGV 23 boilers are optimal for use in private homes, public or commercial premises. They require a separate room with ventilation, so installing the units in apartments is not recommended.
Also, production workshops with a large number of openings and technological hatches that disrupt the air exchange regime and create drafts are not suitable for operation. They often cause flames, which stops the heating system from working and creates the risk of gas leaks.
The best option is a separate room in the basement (ground) floor, with a window opening and an area of at least 8 m2.