All modern heating installations using natural gas as an energy source have a high level of safety, which is achieved through the introduction of automation equipment. They monitor and manage the operation of heating units. In this material we will consider automation for gas boilers from the most famous manufacturers, which is most often installed on domestic and imported boilers.
Automatic blocks of floor-standing boilers
The vast majority of floor-standing gas boilers are equipped with automatic safety systems that operate without an external power source (non-volatile). According to the requirements of regulatory documents, automation equipment must shut off the gas supply to the burner and igniter in three emergency cases:
- Extinction of the main burner flame due to blowing out or for other reasons.
- When natural draft in the chimney channel is absent or sharply reduced.
- The drop in natural gas pressure in the main pipeline is below a critical level.
For reference. The implementation of the listed functions is mandatory for gas boilers of all types. Many manufacturers add a fourth level of safety – overheating protection. When the coolant temperature reaches 90 °C, the valve, based on a signal from the sensor, stops supplying gas to the main burner.
Various models of gas floor-standing boilers from different manufacturers use the following types (brands) of non-volatile automation:
- Italian blocks EuroSIT (Eurosit) series 630, 710 and 820 NOVA (heating units Lemax, Zhitomir 3, Aton and many others);
- Polish devices "KARE" (heat generators "Danko", "Rivneterm");
- American automatic control devices Honeywell (Zhukovsky heaters);
- domestic products, "Arbat".
Fuel supply system in the simplest AOGV devices equipped with ZhMZ valves.
The burner is hidden in the lower part of the housing. We have listed the most common brands of automation, which are often installed on water heating boilers from the same company. For example, the Zhukovsky plant equips budget versions of AOGV devices with its own ZhMZ safety units, mid-price heat generators with EuroSIT devices, and powerful models with Honeywell automatic valves. Let's look at each group separately.
SIT Group brand gas valves
Of all the types of automation found in boiler installations, EuroSIT safety units are the most popular and reliable in operation. They are recommended by companies that supply natural fuels, including for replacing old gas equipment of KChM, AGV boilers, and so on. They work without problems as part of micro-flare burners Polidoro, Iskra, Vakula, Thermo and others.
The exact names of the three models used look like this:
- 630 SIT;
- 710 MiniSIT;
- 820 NOVA.
The thermocouple, main and pilot burner connection sockets are located on the bottom panel of the valve
For reference. SIT Group has ceased production of the 630 and 710 series, considering them obsolete. This has been replaced by new safety automatics for heating boilers - gas valves 820 NOVA, 822 NOVA, 840 SIGMA and 880 Proflame (battery operated). But old products are not difficult to find on sale.
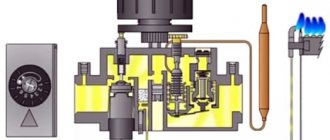
In order not to bore you with the design details of automatic EuroSIT devices, let us briefly explain the operating principle using the example of a simple 630 series unit:
- When you turn the handle to the “ignition” position and press from above, you forcibly open the solenoid valve, which allows gas to flow to the pilot burner (igniter). You click the button on the piezoelectric element, which produces a spark that ignites the wick.
- By holding the main handle for 30 seconds, you allow the thermocouple to be heated by the pilot flame. The thermal balloon produces a voltage (EMF) of 20-50 millivolts, which fixes the electromagnet in the open state. Now you can release the handle.
- Set the main handle to the desired position and thus supply gas to the main burner. The latter ignites and begins to heat the heat exchanger with water from the heating system, as shown in the diagram.
- When the water reaches a certain temperature, the capillary sensor is activated, gradually closing the second valve - the thermostatic one. The supply of fuel to the burner device stops until the sensor cools down and the valve plate opens the path for gas. The igniter continues to burn in standby mode.
Note. Older automation modifications were not equipped with temperature sensors and ignition units, so matches were required to start the heat generator.
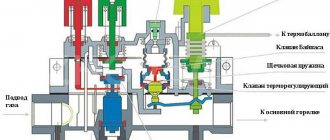
Connection diagram of the automation unit to the gas burner device.
A diaphragm valve, which plays the role of a pressure regulator, is responsible for the normal supply of gas in the device. When it falls below a preset value, the fuel channel closes and an emergency shutdown of the boiler occurs. Other situations that lead to refusal include:
- The burner and the wick heating the thermocouple go out. Voltage generation stops, the solenoid valve closes the fuel passage.
- If the draft in the chimney suddenly disappears, the sensor placed in this channel overheats and breaks the power supply circuit of the electromagnet. The result is similar - the fuel supply is blocked.
- In heaters equipped with overheating sensors, the electrical circuit is broken after the water reaches a temperature of 90-95 °C.
When the gas automatic system triggers an emergency shutdown, the user is blocked from restarting the boiler for 1 minute; before that, the fuel supply will not resume. The operation of the system is clearly reflected in the training video:
Differences between models 710 MiniSIT and 820 NOVA
According to the principle of operation, these units do not differ from their predecessor - the 630 series. Changes to the 710 MiniSIT automation are purely constructive:
- 2 buttons “Start” and “Stop” are placed separately along with the solenoid valve;
- the main handle only rotates the thermostat rod and regulates the temperature of the coolant;
- the ignition unit with a piezo igniter button is built into the product body;
- The basic package of the device includes a bellows-type temperature sensor with a capillary tube;
- added gas pressure stabilizer.
In the 710 MiniSIT unit, the handle acts as a temperature regulator and switches the heater to standby mode with the pilot light on.
For reference. In the first versions of the 710 family, a spark igniter was not provided.
The latest 820 NOVA product line includes changes to improve stability, reliability and throughput. We want to highlight 2 improvements that are important from a user point of view:
- The product is equipped with a connector for connecting a room thermostat and weather-dependent automation. Now the heating unit is able to maintain the air temperature in the apartment.
Connection diagram for a remote thermostat with an external power source - A modification has appeared with its own power source - a thermogenerator mounted on a bar next to the pilot burner, as shown in the diagram. The principle of operation is similar to a thermocouple, but the magnitude of the generated EMF is much greater.
Non-volatile circuit for connecting a room thermostat
In this section, it makes sense to mention Honeywell automatic gas valves, which operate according to a similar circuit. Their main difference is their increased throughput, which allows the units to be used in high-power boilers (30-70 kW).
Polish automatic "Kare"
Few manufacturers practice installing Polish security systems on gas boilers. The reason is banal: in terms of reliability, the product is inferior to products from Italy, the USA and Germany, but the price is more expensive than domestic boiler automation.
We called the product a “system” because it consists of several blocks, although the general principle of operation remains unchanged:
- gas filter;
- valve – gas pressure regulator;
- there is a separate thermostat with a control knob;
- membrane thermostatic valve;
- piezoelectric igniter button.
Diagram of the Polish “Kare” system.
The nodes and sensors are connected to each other by capillary tubes. Essentially, this is the same SIT or Honeywell device, only broken down into separate parts. This is a plus: changing parts is more convenient and cheaper.
Products of domestic companies
As you understand, boiler automation made in the post-Soviet space does not contain any revolutionary solutions or technological breakthroughs. To implement three safety functions, the same principles are used - turning on an electromagnet with voltage (EMF) of a thermocouple, a membrane gas valve and a traction sensor that breaks the circuit.
ZhMZ safety valve diagram
It makes no sense to talk in detail about the design of blocks from the brands SABK, Orion and ZhMZ (Zhukovsky Plant). The listed products are distinguished by their simplest design, low cost and low reliability. Thermocouples burn out almost every year, and the thermostat turns off and starts the burner too abruptly, causing a loud bang that sometimes resembles a micro-explosion.
The devices work normally in the first years of operation, then they need to be monitored and promptly serviced, fortunately, spare parts are available for sale and are inexpensive. For an example of troubleshooting a typical ZhMZ automation fault, see the video:
Types of volatile systems
An autonomous gas boiler involves the installation of complex electronic devices dependent on the power supply network. These devices independently adjust the fuel supply and flame power.
Room thermostats
Volatile automation systems are represented by the following types of devices:
- room thermostat;
- daily programmer;
- programmer for a week.
A room thermostat is installed in the room where the temperature needs to be controlled. Sensors take measurements.
When the temperature drops, the thermostat reacts and sends a signal to the gas boiler. The boiler starts.
When the optimal temperature in the room is reached, the valve closes and the gas boiler stops working.
The room thermostat is connected to the unit using a cable.
Daily programmer. The functions of this device are the same as those of the thermostat, but it is possible to set programs for the day. The programmer also works with the hot water supply system. After 24 hours the cycle resumes.
The device is connected to the gas unit using a cable and via a radio channel.
Programmer for a week. Such a weekly device has more possibilities for changing the indoor climate. There are built-in modes and those that can be configured manually. The action takes place within a radius of 30 meters or more. Data can be monitored on the backlit display.
Devices can be selected by color depending on the design of the room.
Modern devices can not only control the temperature, but also carry out independent diagnostics of equipment. They control the performance of the pump and protect the gas boiler from freezing.
Weekly programmer Auraton 2030
What types of gas valves are there?
Wall unit electronics
A special feature of these heat generators is electronic control of the processes of ignition, combustion and maintenance of coolant temperature. That is, wall-mounted gas boilers (and some floor-standing ones) are equipped with energy-dependent automation powered by electricity.
Important point. Despite the many bells and whistles introduced into the design of mini-boiler houses, safety functions are still in charge of the mechanics. The three types of emergency situations listed above will be processed by the equipment regardless of the presence of voltage in the electrical network.
An automatic gas boiler was created for maximum convenience for owners of apartments and private houses. To start the heater, just press 1 button and set the desired temperature. Let us briefly describe the operating algorithm of the unit and the elements involved in it:
- After these startup steps, the heat generator controller collects sensor readings: coolant and air temperature, gas and water pressure in the system, and checks the presence of draft in the chimney.
- If everything is in order, the electronic board supplies voltage to the electromagnetic gas valve and at the same time a discharge to the ignition electrodes. The wick is missing.
- The main burner ignites and gives full power in order to heat the coolant as quickly as possible. Its operation is monitored by a special flame sensor. The controller includes a built-in circulation pump.
- When the coolant temperature approaches the set threshold, which is recorded by the overhead sensor, the combustion intensity will decrease. Staged burners switch to low power mode, and modulating burners smoothly reduce the fuel supply.
- Having reached the heating threshold, the electronics will shut off the gas. When the sensor detects cooling of the water in the system, automatic ignition and heating will be repeated.
Note. In turbocharged boilers with a closed combustion chamber, the controller also starts and turns off the fan.
The instructions for the wall-mounted gas boiler indicate that the unit is designed to operate in a closed heating system, so the automation monitors the water pressure. If it drops below the permissible limit (0.8-1 Bar), the burner will go out and will not light until the problem is corrected.
Many imported boilers operate according to an energy-dependent scheme, for example, Buderus Logano, Viessmann and so on. How the installation of electronic gas equipment occurs, the master will tell you in an accessible language in the video:
Reasons for triggering the traction sensor
The causes of draft disturbances that trigger the sensor are mainly related to errors made during the installation of the smoke exhaust system:
- lack of a traction stabilizer that protects against blowing gusts of wind;
- incorrect installation of the chimney or inaccurate calculations of the dimensions of the shaft;
- frequent clogging of the chimney, which indicates the need for a protective cap;
- untimely cleaning of the sensor from soot formed during the combustion of LPG.
From time to time, regardless of the quality of the boiler’s operation, it is recommended to check the condition of the chimney, turbine, whether there is a violation in the connection, etc. If necessary, the sensor gap is also adjusted, which will increase the maximum temperature of its response, but this should only be done by a master.
Each brand produces boilers of a special design, so there is no need to talk about the universality of protective elements. If it is necessary to replace this controller, then you should look for a replacement from the same company as the gas unit itself. Moreover, it must fully comply with the performance characteristics.
Approximate cost of draft sensors for popular boiler models:
| Boiler series | Code/article | Suitable Models | price, rub. |
| Vaillant atmoTEC | 0020039083 | Pro VU200/3-5, 240/3-5, 280/3-5 and Plus VUW 200/3-3, 200/3-5, 240/3-3, 240/3-5, 280/3-3 , 200/3-5 | 1 900–3 200 |
| BAXI atmoMAIN | 600870 | DIGIT 240i, 24I BSE and 24I BSB | 1 200–1 800 |
| Vaillant turboTEC | 0020041905 | Pro VUW INT 202, 242, 282/3-3 and Plus VUW INT 202, 242, 282, 322, 362/3-5 | 2 400–3 100 |
| BAXI turboSLIM | 721890400 | 1.230 Fi, 1.300 Fi and 2.300 Fi | 2 800–3 400 |
As can be seen from the table, purchasing original parts will require quite a significant investment. However, it is not worth saving and buying a Chinese analogue: despite the fact that they are 5–10 times cheaper, they are of appropriate quality, which in the future may negatively affect the safe operation of the boiler.
The gas boiler draft control sensor is an internal protection element responsible for promptly transmitting a signal about a decrease in draft intensity in the chimney.
Its primary function is to ensure safety during the operation of gas equipment, since the removal of waste combustion products directly depends on air exchange and without normal draft, smoke begins to accumulate in the room, having a negative impact on the health of the owners.
In addition, the traction force determines the completeness of fuel combustion, so this sensor is also needed to maintain stable operation of the unit itself.
Read in the article
Automatic safety of gas boilers - operating principle of individual elements
As you know, gas heating appliances are equipment that can create an emergency situation involving a fatal risk. Accidental flame extinguishing or gas leakage can lead to an explosion or suffocation, and overheating of the boiler can, at best, lead to its breakdown. Functional safety automation for gas boilers will be able to prevent risks at an early stage. In addition, it promotes more economical consumption of fuel resources and increases the level of comfort during operation of the heating system as a whole. The cost of the automation unit depends on the number and complexity of options included in the circuit. Some of them are mandatory, and therefore must be present in every gas boiler without exception.
Automatic safety and regulation
A mandatory component of the boiler room is safety and regulation automation. Our company provides professional installation and maintenance of automatic systems. If the burner goes out due to any deviations in the system, there is a danger of gas leakage and explosion. To avoid this, an automatic ignition system is needed that will start the burner or shut off the gas supply. Installing reliable automation is a task for professionals. Order this responsible work from experienced employees by contacting us.
General provisions
Modern boiler houses require the installation of automatic systems that monitor, regulate and manage processes, and also report emergency situations. The automation project is based on SP 89.13330.2016 “Boiler installations”, individual requirements of the place of operation, manufacturer’s recommendations and building codes.
All automation is controlled from switchboards, which can be central, group or local. They should not be placed under showers and toilets, pipelines through which aggressive substances flow, or under ventilation chambers supplying hot air.