Рассмотрены все этапы технологии производства пенопласта. Перечислено оборудование, необходимое для изготовления этого материала. Даны рекомендации, с которыми нужно обязательно ознакомиться перед покупкой.
Многие из нас не раз встречали пенополистирол, пробовали его на ощупь, что-то изготавливали из него, использовали его в строительстве, для обустройства дома. Однако далеко не все знают, какова технология изготовления пенопласта, каковы ее особенности.
Как ни странно, но в производстве этого материала нет ничего сверхсложного. И примечательно то, что сейчас на рынке появилось довольно много некачественного пенополистирола, который изготовлен без учета соответствующих норм и правил.
Некоторые умельцы умудряются создать небольшую производственную линию даже в обычном гараже. Да, не удивляйтесь.
И это нужно обязательно учитывать при покупке — не все Васи Пупкины строго придерживаются предписанных технологических норм. Да и какие нормы могут быть в гараже?
Как изготавливают пенопласт
Ранее мы рассказывали, что такое пенополистирол. Помним, что этот материал состоит из многочисленных ячеек, заполненных воздухом. Значит — процесс изготовления должен включать вспенивание материала.
Так и есть: процесс вспенивания — один из важных в производстве пенополистирола.
Однако это еще не всё.
Этапы технологии изготовления пенопласта
Обычно процесс включает в себя:
1. Вспенивание. В ходе выполнения этого процесса сырье помещают в специальную емкость (пенообразователь), где под действием давления (используется парогенератор) гранулы увеличиваются примерно в 20-50 раз. Операция выполняется в течение 5 минут. Когда гранулы достигают необходимого размера, оператор выключает парогенератор и выгружает вспененный материал из емкости.
2. Сушка полученных гранул. На данном этапе главная цель — удаление лишней влаги, оставшейся на гранулах. Делается это с помощью горячего воздуха — он направляется снизу вверх. При этом для лучшего просушивания гранулы встряхиваются. Этот процесс также длится недолго — около 5 минут.
3. Стабилизация (отлеживание). Гранулы помещают в бункеры, где и проходит процесс вылеживания. Продолжительность процесса — 4. 12 часов (зависит от температуры окружающего воздуха, величины гранул).
Важное примечание: технология изготовления пенополистирола может исключать 2-й этап (сушку). В таком случае стабилизация (отлеживание) будет длиться дольше — до 24 часов.
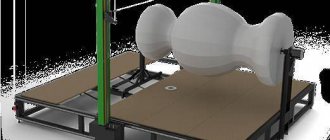
4. Выпекание. Этот этап производства пенопласта часто называют формованием. Суть заключается в том, чтобы соединить между собой полученные ранее гранулы. Для этого они помещаются в специальную форму, после чего под давлением и под действием высокой температуры водяного пара проходит процесс спекания гранул. Длится примерно 10 минут.
5. Созревание (вылеживание). Цель — избавить полученные листы пенополистирола от лишней влаги, а также от оставшихся внутренних напряжений. Для этого листы располагают в свободном месте производственного цеха на несколько суток. В ряде случаев созревание может проходить до 30 суток.
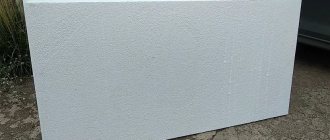
6. Резка. Изготовленные блоки пенопласта кладут на спецстанок, на котором блоки разрезаются на листы соответствующей толщины, длины, ширины. Этот производственный процесс выполняется с помощью нихромовых струн, нагретых до определенной температуры. Соответственно, проводят как горизонтальную, так и вертикальную резку блоков.
Вот так делают пенопласт.
Разумеется, после перечисленных 6-ти этапов может выполняться 7-й этап — переработка оставшихся обрезков. В результате чего они смешиваются с другими гранулами, которые потом будут подвергаться тем же процессам — спеканию, вылеживанию.
Оборудование, которое используется в ходе производства пенополистирола, показано в виде таблицы:
Необходимость защиты от солнца
Нельзя использовать пенополистирол в том случае, если его поверхность может подвергаться воздействию прямых солнечных лучей. Чем это обусловлено? Материал под воздействием ультрафиолета и рентгеновского излучения, а также значительной температуры может разрушаться. Если вы используете пенополистирол в качестве внешнего утеплительного слоя для стен, то его обязательно нужно будет защитить штукатуркой, которая наносится на специальную армирующую сетку. Это, конечно, увеличивает стоимость проведения работ. Поверх утеплительного материала можно будет нанести обычную краску. Такая технология не позволит получить интересного решения для фасада, но зато будет являться выгодным и эффективным подходом к проведению утепления и ремонтных работ.
Этот материал не может быть использован и при обустройстве системы утепления колодезного типа. Допустимо крепить любой вид утеплителя после слоя пароизоляции. Это указывает на то, что для начала нужно будет зафиксировать пароизоляцию и только после переходить к креплению слоя утеплителя.
Технология изготовления пенопласта напрямую влияет на качество
Как мы говорили выше, сейчас рынок наполнен немалым количеством низкокачественного материала. Его могут производить в гаражах, каких-то складских помещениях.
Но основная проблема заключается не в том, где изготавливают материал (хотя окружающая среда также влияет на качество), главная проблема — не соблюдение всех правил изготовления пенопласта.
Какие могут быть отклонения от правильного производства пенополистирола?
Самые различные — начиная от некачественной грануляции и заканчивая плохой, неточной нарезкой блоков пенопласта на листы.
Некоторые умники вообще не проводят как таковую стабилизацию, вылеживание. Для них важна исключительно скорость изготовления пенополистирола.
«Чем больше — тем лучше — больше денег заработаем!»
Из-за этого характеристики пенопласта сильно ухудшаются:
- он может получиться хрупким, непрочным,
- гранулы могут быть плохо соединены между собой,
- плотность может быть неравномерной.
Это может также происходить из-за низкокачественного, неисправного оборудования, которое использовалось при производстве — вспениватели, сушильные установки, компрессоры, парогенераторы и т.д.
И еще немаловажный момент: при плохой технологии изготовления пенопласт может иметь резкий, неприятный запах. Возможна такая картина: привезли новенькие листы пенополистирола домой, уложили в гараж или другое помещение и. вскоре услышали, что помещение наполнилось каким-то едким, неприятным запахом.
Технологические достоинства
Описываемый материал сочетает в себе прочность и отсутствие хрупкости, кроме того, он обладает незначительным весом, что обеспечивает преимущества при проведении его установки. Пенополистирол достаточно легко поддается обработке, для этого достаточно будет использовать ручную пилу или обычный нож. Рабочей поверхностью таких инструментов без труда можно будет пилить его.
Достаточно часто при проведении строительных работ учитывается вес материала, так как он может оказать дополнительную нагрузку на фундамент постройки. Легкие плиты пенополистирола не обладают этим недостатком. Это не только упрощает проведение работ, но и не предполагает осуществления укрепления и усиления основания, если работы ведутся в области фасада. При строительстве не нужно будет думать о том, чтобы сооружать мощное фундаментное основание. Если использовать плиты в тандеме со слоем штукатурки, то они незначительно увеличат внешний периметр здания, что указывает на то, что не придется производить работы по расширению кровельной системы. Ведь это очень трудоемко и затратно.
Выводы по изготовлению пенопласта
- Технология довольно проста, но требует обязательного соблюдения всех предписанных норм и правил.
- Материал (который внешне будет похож на качественный) можно получить даже при значительных отклонениях от правил производства. И этим пользуются «кустарные» фирмы (нехорошие люди).
Поэтому: покупайте только продукцию надежных, проверенных производителей (которые следят за качеством). Проверяйте наличие у продавцов соответствующих сертификатов качества.
Теперь вы знаете, как делают пенопласт, знаете основные особенности технологии изготовления и какому материалу нужно отдавать предпочтение. Успехов!
Пенопласт применяется очень широко — он незаменим как теплоизоляционный, отделочный и упаковочный материал. Что он собой представляет? Как выполняется производство пенопласта, какое сырье и оборудование используется? Давайте разбираться!
Что такое пенопласт?
К пенопластам относятся все разновидности газонаполненных пластмасс.
Отличительные черты материала:
- пористая структура, которая состоит из закрытых ячеек;
- низкий уровень плотности;
- высокие звуко- и теплоизоляционные свойства.
К группе пенопластов принадлежат:
- поливинилхлоридный материал;
- полиуретановый аналог;
- карбамидоформальдегидный пенопласт;
- фенолформальдегидный материал;
- полистирольный аналог.
Пенополистирол — самый распространенный материал. Его производство я и буду описывать. Пенополистирол был создан в 1951 г. немецкой компанией BASF. Тогда он получил фирменное наименование «стиропор».
Пенопласт по основному назначению — теплоизоляционный материал. Он на 98% состоит из воздуха. Газ находится во множестве маленьких тонкостенных ячеек из пенополистирола.
Какое исходное сырье применяется?
Как сырье для пенопласта используется вспенивающийся полистирол:
- Его получают при помощи полимеризации стирола суспензионного типа.
- Процесс происходит при добавлении порообразующего вещества, в роли которого выступает смесь изопентана и пентана. Объем смеси в материале 5-6%.
- Если пенопласт предназначается для строительства, то в сырьевую массу добавляется 1% антипирена. Обычно это соединения брома.
Полистирол производят в виде гранул. Эти сферические частицы обрабатываются антистатическими веществами. Они пресекают накопление материалом электрических зарядов при его транспортировке. Также обработка улучшает технологичность сырья. Гранулы полистирола по-русски обозначают ПСВ (полистирол вспенивающийся).
Марки, типы пенопласта и сырья у производителей различаются. Поэтому перед приобретением материала ознакомьтесь с его условным обозначением в технической документации.
- EPS (expandable polystyrene), вспенивающийся полистирол. Это международное обозначение гранул. FS (самозатухающий полистирол) — еще одна возможная маркировка.
- ПСБ (пенополистирол суспензионный беспрессовый) — это российское обозначение пенопласта.
ПСБ-С (пенополистирол суспензионный беспрессовый самозатухающий) — еще один вариант русской маркировки.
После такого обозначения идет цифровое указание на марку материала по плотности.
Где пенопласт используется?
Применение пенопласта определили его технические характеристики. Используется как формованная продукция из вспененного полистирола, так и его дробленые отходы.
Плиты из пенопласта используются в строительстве:
- Для утепления своими руками фасадов и внутренних помещений зданий.
- Для производства не снимаемой опалубки.
- В сэндвич-панелях.
- Как изоляционный слой внутри несущих конструкций (трехслойные железобетонные панели или блоки, слоистая кладка).
- Как утепляющее основание под стяжку для мастичных либо рулонных кровель.
- Для теплоизоляции перекрытий и подвальных помещений.
- Как защита от промерзания дорожного основания.
Также пенопласт применяют:
- в судостроении;
- в холодильных устройствах;
- при обустройстве понтонов и плавучих пристаней;
- как упаковку для пищевых продуктов и бытовой техники.
Благодаря невысокой цене и легкой обработке, сейчас широко используются декоративные формованные изделия из пенопласта:
- плинтусы;
- потолочные плиты;
- молдинги и пр.
Сфера применения
Пенополистирол используется в качестве элемента для утепления различных объектов. Это могут быть, к примеру, водопроводные трубы.
Применяют его для работ с:
- оконными и дверными откосами;
- кровлей;
- полом;
- стенами.
Пенополистирол высокой плотности требуется там, где предъявляются высокие требования к качеству конструкций. Применение для изоляции труб является оправданным в экономическом отношении. Берут блочный пенополистирол с той целью, чтобы в случае повреждения можно было с легкостью получить доступ к трубе. Для этого убирают определенный участок защитного покрытия.
Пенополистирол активно применяется при утеплении труб
Пенополистирол находит активное применение при обустройстве транспортных путей. Его применяют потому, что он понижает вертикальную нагрузку на полотно дороги при строительстве сооружений. Его задействуют и в сфере производства СИП-панелей. Можно сказать, что область использования его почти ничем не ограничена. Он отличается небольшой плотностью, поэтому недостаточно устойчив к механическим повреждениям. Это надо учитывать, выбирая его в качестве материала для работы.
Изготовление пенопластовых плит
Технология производства пенопласта включает в себя такие этапы:
- Первоначальное вспенивание сырья;
- Вылеживание гранул;
- Их окончательное вспенивание;
- Спекание пенополистирола в плиты.
Как теплоноситель при производстве пенопласта применяется насыщенный пар.
Предварительное вспенивание гранул
Предвспенивание сырья — это важнейший этап в производстве пенополистирола. Он влияет на качество итоговой продукции:
- Загрузка гранул в предвспениватель. Перед этим определяется их необходимый объем.
- Подача водяного пара. Он подается под давлением в 4-6 бар.
- Вспенивание гранул. При этом они во много раз увеличиваются в объеме.
- Прекращение подачи пара. Это происходит при достижении гранулами объема в один кубический метр.
- Разгрузка предвспенивателя. Доставка пневмотранспортом вспененных гранул в сушилку, а затем в бункер выдержки.
На производство разных по плотности марок пенопласта влияют:
- марка сырья, так как полистирольные гранулы имеют разную фракционность;
- объем загружаемых гранул;
- характеристики пара;
- итоговый объем уже вспененных гранул.
На плотность материала влияет и время его нахождения в предвспенивателе:
- Если временной период слишком продолжителен, то гранулы начинают трескаться. Поэтому плотность повышается.
- Если период вспенивания непродолжителен, то у пенопласта будет существенный разброс по его плотности. Поэтому придется уменьшать температуру, подав небольшой объем воздуха и понизить питание предвспенивателя.
Для изготовления легких марок пенополистирола (8-12 кг/м³) используется повторное вспенивание. Загружаемые во второй раз гранулы необходимо хорошо насытить воздухом.
Время вылеживания сырья перед повторным вспениванием должно составлять 11-24 часа. Чем размер гранул меньше, тем их дозревание должно быть короче.
Сушка и кондиционирование вспененного сырья в бункере дозревания
- Вспененное сырье высушивается в сушилках. Для этого в них через перфорированную панель подается нагретый воздух. Его температура — +30-35 °C. Затем гранулы охлаждаются.
- На предварительно вспененное сырье воздействует легкое разряжение. Поэтому гранулы чувствительны к изменениям в окружающей среде. Чтобы снять с них внутреннее напряжение, они выдуваются вентилятором в накопительный бункер. Там сырье стабилизируется.
- Исходя из марки применяемого сырья, время его кондиционирования может составлять от 11 до 24 часов.
- Температура внешней среды при выдерживании гранул должна равняться +16-20 °C. Если она ниже, то продолжительность кондиционирования надо увеличивать. Летом, при температурах более +20 °C период выдержки следует уменьшать.
При доставке вспененных гранул в бункеры, их мнимая плотность повышается из-за их столкновений с внутренними стенками транспортера. При определении параметров вспенивания нужно учесть это увеличение плотности.
На этапе выдерживания гранул из-за того, что внутри сфер давление меньше атмосферного, в них поступает воздух. Пентан и вода из сырья выдавливаются до момента, когда оно стабилизируется.
Предвспениватель полистирола своими руками
Предвспениватель — предназначен для первичного вспенивания гранул полистирола вспенивающегося методом тепловой обработки. В качестве теплоносителя используется насыщенный водяной пар.
Все предвспениватели подразделяются на 2 вида:
- непрерывного действия
- периодического действия
Выпускаемый нами предвспениватель (далее ПВ) ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ.
Такой выбор обосновывается рядом преимуществ, которыми обладает предвспениватель периодического действия над ПВ непрерывного действия:
недостатки предвспенивателей непрерывного действия:
1) В процессе вспенивания плотность гранул регулируется тремя способами, обычно в следующем порядке:
- регулировка подачи пара
- регулировка скорости подачи
- регулировка высоты перепускного желоба, если он имеется
Все три способа включают в себя регулировку времени пребывания гранул в камере
2) Давление пара может быть только снижено (посредством смешивания с воздухом), но не увеличено, т.к.
процесс происходит при атмосферном давлении (непрерывные предвспениватели представляют собой открытую, абсолютно негерметичную емкость).
Этот недостаток кроме возможного нарушения самой технологии вспенивания влечет за собой и другой, не менее важный. А именно неэкономичный расход пара, и как следствие, увеличение расходов на парообразование.
3) Среднее время нахождения сырья в предвспенивателе непрерывного действия около 3 минут, при этом минимально достигаемая плотность вспененных гранул напрямую связана с содержанием пентана в сырье.
преимущества предвспенивателя периодического действия:
1) Давление в предвспенивателе регулируется, поэтому и требуемая температура пара для прохождения процесса вспенивания может быть подобрана в соответствии с необходимой плотностью или с уровнем содержания пентана в сырье. !!! Не соответствующая требованиям температура пара может привести к разрушению ячеек
| Хорошая внешняя структура ячеек | Нарушенная внешняя структура ячеек |
Чем ниже содержание пентана в сырье, тем позже начинается вспенивание и тем выше необходимая температура.
2) Предвспениватель периодического действия — герметичная емкость, что влечет за собой гораздо более экономичный расход пара, а также позволяет повысить скорость вспенивания по сравнению ПВ непрерывного действия.
При периодическом вспенивании плотность гранул регулируется следующим образом:
- регулировка времени парообработки гранул;
- регулировка количества сырья при каждой загрузке;
- регулировка высоты, до которой вспененные гранулы поднимаются в рабочей камере;
- регулировка давления пара;
- регулировка количества пара.
Таким образом, периодические вспениватели имеют более гибкий принцип действия, а более низкая плотность может быть получена даже для относительно мелких гранул. Изменение объема происходит быстро и с минимальными потерями.
Базовые модели вспенивателей
| ПВ-1 Предвспениватель производительностью 10 куб. м в час обеспечивает производительность цеха 70-90 куб. м пенопласта в смену (8 часов) в зависимости от навыков обслуживающего персонала.Загрузка сырья ручная через раструб в верхней части ёмкости. Выгрузка гранул через дверцу с ручным или пневмоприводов по выбору заказчика. |
| ПВ-1А (автомат) Высокопроизводительный предвспениватель, обеспечивающий производительность цеха до 200 куб.м в смену.Работает в полностью автоматическом и ручном режиме с управлением с пульта. Подача сырья осуществляется через дополнительный загрузочный бункер с гибким шнеком. Дозирование — весовое. Выгрузка вспененных гранул осуществляется в сушильную установку, откуда направляется в бункера выдержки гранул. Транспортировка вспененных гранул осуществляется пневмотранспортом с трубой вентури, что исключает деформацию вспененных гранул. |
| ПВ-3 Компактный и экономичный вспениватель периодического действия производительностью 0,75 куб. м в час. Применяется в производствах, где пенополистирол не является основным сырьём: литьё по газифицируемым моделям (ЛГМ), изготовление полистиролбетона, производство бескаркасной мебели, мягких игрушек, частично наполняемых гранулами вспененного пенополистирола; производство туристического и спортивного снаряжения и т.д.Загрузка ручная через раструб, выгрузка через дверцу. Возможно изготовление с ручным приводом по выбору заказчика. |
Технические характеристики предвспенивателей (приведены для производства ПСВ-С марки 25)
| Наименование параметра | Значение | ||
| мод. ПВ-1 ручной | мод. ПВ-1А автомат | мод. ПВ-3 | |
| Номинальная производительность за один цикл, м3 | 1,0 | 1,0 | 0,05 |
| Производительность установки, м3/час, не менее | 10 | 15 | 0,75 |
| Полезный объём (вместимость) ёмкости, м3 | 1,2 | 1,2 | 0,08 |
| Материал днища и ворошителя | нержавейка | ||
| Марка получаемого пенопласта по плотности | М15, М25, М35, М50 | ||
| Объёмная масса получаемой вспененной крошки, кг/м3 | 11…40 | ||
| Рабочее (избыточное) давление пара, МПа, не более | 0,01…0,03 | ||
| Частота вращения активатора, об/мин | 90 | ||
| Рабочая температура пара, °С | 100…108 | ||
| Габаритные размеры (диаметр ёмкости), мм | 1100x1050x2800 | 3410х1050х4370 | 1030х820х1400 |
| Масса, кг | 530 | 750 | 180 |
| Норма обслуживания, чел. | 1 | ||
| Характеристика электрооборудования | |||
| Род тока питающей сети | переменный трехфазный | ||
| Номинальная частота тока, Гц | 50 | ||
| Номинальное напряжение силовой цепи, В | 380 | ||
| Количество электродвигателей на установке, шт. | 1 | 3 | 1 |
| Номинальная мощность привода, кВт | 4 | 22 | 2 |
Технология и оборудование для производства пенополистирола
Производство пенополистирола и штукатурки по утепленному фасаду – прибыльный бизнес, обладающий средним порогом вхождения. Пенополистирол широко используется в самых разных сферах – в строительстве, в пищевой промышленности, в автомобилестроении.
Как выбрать оборудование для производства пенополистирола?
Если вы решили сами делать пенополистирол, вам надо выбрать подходящее оснащение для цеха. Составляющие оборудования по производству подбирайте, исходя из планируемого вами объема продукции.
Например, если нужное количество материала составляет не более 1000 кубометров за месяц, вам необходима линия мощностью 40 кубических метров за смену. Она сможет дать этот объем пенопласта.
Учтите, что расчетная производительность линии может не совпадать с реальной. Это зависит от таких моментов:
- Самый важный фактор — происхождение сырья: импортное оно или отечественное. На российских гранулах производительность может немного уменьшиться.
- Второй нюанс — марка пенопласта, которую вы будете производить. Так, пенополистирол ПСБ-12 имеет плотность меньше 12 кг на метр кубический. Поэтому его можно получить лишь при двойном вспенивании. Это уменьшает производительность линии.
Лучше выбрать оборудование для производства пенопласта, имеющее высокую производительность. Не стоит эксплуатировать маломощную линию на пределе возможностей, она вскоре может выйти из строя.
Как выбрать парогенератор?
Источник пара — это парогенератор (паровой котел). Его минимальная производительность должна составлять 1200 кг за смену. Однако желательно приобрести паровой котел большей мощности. Это даст возможность в дальнейшем повысить производительность оборудования.
Окончательная доработка изделий
Технологическая схема производства листового пенополистирола.
По окончании процесса вторичного вспенивания и после охлаждения пенопласта в ячейках гранул создается вакуум. Пенопласт сопротивляется разнице давлений до той поры, пока воздух не наполнит ячейки. Изделие охлаждают до температуры 40-45°С прямо в формах и лишь потом извлекают. Влага, втянутая вакуумом внутрь гранул, повышает вес изделия и его теплопроводность. Поэтому изделия рекомендуется подсушить.
Если необходимо получить изделие с плотностью более 10 кг/м³, достаточно одной стадии вспенивания полистирола. Давления воды и паров изопентана будет достаточно для того, чтобы материал заполнил весь объем формы. Материал уплотнится и произойдет его склеивание.
В технологии производства пенополистирола предусмотрена тепловая обработка суспензионного полистирола на 2-х стадиях или двукратное вспенивание. На различных предприятиях производство организовано по-разному, что обусловлено различиями оборудования. Различие в выборе оборудования объясняется конфигурацией изготавливаемых изделий и их плотностью. Зачастую пенопласт изготавливают непосредственно внутри строительных конструкций.
Основными достоинствами пенопласта являются: легкость крепления к различным поверхностям, простота механической обработки, склеивание с прочими строительными материалами, возможность обработки ножом или ручной пилой. Также он легко формуется в различные сложные формы. Одна из основных характеристик пенопласта – низкая стоимость материала.
Вывод
Пенопласт может производиться из гранул различного размера и происхождения. На рынке представлены разные по плотности и толщине марки, так что примите это во внимание, когда будете приобретать материал.
Выбирая оборудование для изготовления плит пенополистирола, учитывайте его тип, производительность, комплектность и уровень автоматизации. Это прямо влияет на объемы и качество выпускаемого материала.
Видео в этой статье поможет лучше разобраться в теме. Если вам что-то останется непонятно, задавайте вопросы в комментариях.
- Вспенивание пенополистирола. Сырье помещают в специальную ёмкость, где материал проходит обработку паром низкокипящих жидкостей. В результате вспенивания, гранулы увеличиваются в объёме от 20 до 50 раз. После достижения необходимого уровня гранул, поток пара прекращается, а рабочий материал извлекается из резервуара. Сам процесс занимает около 4-х минут.
- Вылежка. После сушки материал отправляют в специальный бункер вылежки, соответственно марке (15, 25, 35 и 50) где проходит процесс вылёживания. Время всей процедуры занимает от 4 до 12 часов зависимо от размера гранул и t окружающей среды.
- Вылёживание блоков. Приготовленные блоки сортируют по маркам и складируют. Первое время блоки могут ещё отдавать оставшуюся влагу. Период дозревания блоков занимает от 12 до 30 суток.
- Резка пенопластовых блоков. На специальном пенопластовом станке, производиться струнная резка пенопластовых блоков на плиты заданных размеров. Стандартные размеры составляют 20, 30, 40, 50 и 100 мм, возможны и другие размеры определяемые индивидуальным заказом.